Основные характеристики и области применения машин
 25 апреля, 2016
25 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Машины контактной сварки по принципу электропитания можно разделить на две группы: машины, потребляющие энергию в процессе сварки непосредственно из электросети, и машины, использующие для сварки предварительно накопленную энергию. Применение в машинах второй группы накопителей энергии обусловило основную особенность их работы: операции потребления энергии из электросети и выделения ее при сварке разделены во времени. Указанные особенности устройства и работы определяют энергетические и технологические характеристики машин для контактной сварки запасенной энергией.
Из всех известных способов запасения энергии для сварки: в электрических конденсаторах, магнитопроводах сварочных трансформаторов, электрохимических аккумуляторах, вращающихся маховиках — первый способ оказался наиболее пригодным к технической реализации. В настоящее время конденсаторные машины (КМ) являются практически единственным видом оборудования для контактной сварки запасенной энергией, применяемым в промышленности. Это не исключает, разумеется, освоения в будущем другого известного способа сварки запасенной энергией.
Накопление энергии (заряд батареи конденсаторов) — наиболее длительная операция цикла работы КМ, импульсное выделение энергии в момент сварки (разряд батареи) — наиболее кратковременная операция цикла. Благодаря сравнительно большому времени заряда (Т3= = 0,5... 1,5 с) обеспечивается существенное снижение потребляемой КМ мощности и точное дозирование запасаемой энергии. По сравнению с машинами аналогичного назначения КМ имеют установленную мощность, в 5— 7 раз меньшую мощности машин низкочастотных и постоянного тока. Например, при сварке легких сплавов толщиной (1,5 +1,5) мм машины переменного тока потребля - 4
ют мощность около 300 кВ • А, КМ — не более 20 кВ • А. При этом КМ практически не снижают коэффициента мощности сети, так как являются для нее преимуществен - но активно-емкостной нагрузкой В случае необходимости установленная мощность данной КМ может быть уменьшена путем увеличения Т3 за счет снижения производительности машины. Энергетическое преимущество КМ наиболее существенно, если они могут быть использованы взамен контактных машин с непосредственным питанием от электросети, мощность которых достигает 1000 кВ-А и более. Такая замена особенно выгодна в тех случаях, когда для подключения весьма мощных машин требуется увеличение установленной мощности, установка трансформаторной подстанции в цехе, увеличение мощности компенсирующих устройств и т. д.
Точное дозирование энергии для сварки осуществляется в КМ благодаря стабилизации рабочего (заданного) напряжения на накопительных конденсаторах. Ввиду того что заряд конденсаторов происходит в течение длительного времени (за 20—70 периодов напряжения электросети), удается стабилизировать напряжение батареи конденсаторов Uc с большей точностью, чем напряжение в машинах с непосредственным питанием от электросети. В современных КМ системы управления поддерживают Uc в пределах 0,99—1,01 заданного значения при колебаниях напряжения электросети в пределах 0,85—1,10 номинального значения. В результате обеспечивается высокая стабильность сварочного тока КМ. Последняя несколько ниже стабильности Uc, но в большинстве случаев отклонение тока не превышает 2% среднего значения при данной настройке КМ. В итоге при сварке на КМ обеспечивается высокая стабильность качества сварных соединений.
Ввиду того что разряд конденсаторов происходит в течение сравнительно короткого времени (время разряда меньше 0,1 с в самых мощных КМ), сварка на КМ осуществляется в «жестких» режимах по сравнению с контактными машинами других видов. Например, при точечной сварке легких сплавов толщиной (1,5+1,5) мм время сварки на КМ равно 0,03 с, на машинах низкочастотных и постоянного тока — 0,06 с, на машинах переменного тока— 0,14 с; при сварке нержавеющей стали той же толщины время сварки на КМ равно 0,03 с, на остальных машинах — 0,18—0,24 с. Импульс сварочного тока КМ не имеет пульсаций и разрывов, что обусловливает плавное изменение плотности тока — одного из важнейших параметров процесса сварки. Это определяет плавное изменение
S
температурного поля и, следовательно, нагревание и расплавление свариваемых металлов. Монотонное изменение основных параметров процесса обеспечивает возможность сварки данных деталей без выплесков в наиболее «жестком» режиме, при котором случайные отклонения других параметров процесса в меньшей мере влияют на результаты сварки.
Как параметр технологического процесса сварки импульс вторичного (сварочного) тока і2 может быть вполне однозначно определен двумя его характеристиками: амплитудным значением /2а и временем нарастания от нуля
|
Рис. 1.1. Первичный и вторичный токи сварочного трансформатора (/2а=п/іа) |
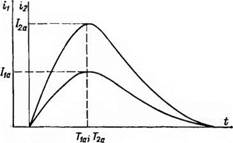
до амплитуды Т2а (рис. 1.1). Экспериментально установлено, что формирование сварного соединения заданных размеров при сварке на КМ завершается вскоре после достижения током значения /2а, т. е. происходит в течение промежутка времени, практически іравного Г2а. Поэтому параметр T2a допустимо (и удобно, учитывая трудность определения фактического времени сварки) считать технологическим параметром процесса — временем сварки на КМ.
Иногда в качестве времени сварки указывают длительность импульса Т2к, что не совсем правильно, так как существенную долю последней составляет спадающая часть импульса, имеющая второстепенное значение для тепловыделения в процессе сварки. В дальнейшем, при описании импульса i2, будем указывать значение Т2а. При необходимости Т2и может быть определено по известному Ті а, так как соотношение их для всех импульсов тока данной КМ является постоянным; для большинства КМ Т2К= = (1,5 ... 2,5) Т2а. Импульс первичного (разрядного) тока а'і также определяется амплитудным значением тока Ла и €
временем нарастания тока Та (рис. 1.1). В обычном случае (намагничивающий ток /ц^0,05 ha в течение периода Ти) амплитудные значения токов связаны отношением /2а—n/ia, где п — коэффициент трансформации сварочного трансформатора. При этом практически 7'ia = 72a, Ти = = Г2и. В тех случаях, когда импульс й имеет пологий спад, будем считать длительностью 7и время от начала импульса до момента спада тока до значения, равного 0,1 1а.
Кроме рассмотренных выше особенностей КМ, следует отметить повышенную надежность, плавность и удобство* регулирования сварочного тока. Надежность КМ обусловлена тем, что сбои в работе тиристоров не влияют на результаты сварки: неисправности зарядного устройства
блокируются благодаря контролю заданного значения напряжения на конденсаторах Uc; при пропусках включения разрядных тиристоров сварка вообще не происходит, при пробоях этих тиристоров разряд батареи конденсаторов нормально продолжается до конца. Плавность и удобство - регулирования сварочного тока обеспечены за счет плавного изменения Uc и визуального контроля его по вольтметру.
Особенности КМ обусловили области их основного применения: а) сварка деталей малых толщин и диаметров; КМ являются одним из основных видов оборудования контактной сварки в электронике и приборостроении; б) сварка изделий, не допускающих коробления вследствие нагрева или содержащих элементы, температура нагрева которых ограничена, например сварка корпусов интегральных схем и полупроводниковых приборов, сварка металлических листов с декоративным покрытием из пластика и т. п.; в) сварка материалов с высокой температуро - и электропроводностью, например сварка легких сплавов на основе алюминия и магния и т. п.; г) сварка материалов с различными физико-химическими свойствами; д) сварка деталей неравной толщины, причем соотношение толщин при сварке на КМ может быть наибольшим по сравнению с другими способами контактной сварки. При прочих равных условиях применение КМ оказывается предпочтительным в большинстве тех случаев, когда требуется высокая стабильность качества сварных соединений (например, при изготовлении изделий ответственного назначения), а также при перегруженной или маломощной электросети.
Одна из особенностей КМ—«жесткость» импульса сварочного тока — в некоторых случаях сварки обращается в недостаток, ограничивающий возможности машин. На-
т
пример, по этой причине затруднена сварка на существующих КМ сплавов типа АМгб толщиной 2,0 мм, в то время как на них же сварка легких сплавов других типов осуществляется с наилучшими результатами. Толщина деталей из легких сплавов, свариваемых на существующих КМ, не превышает 3,0 мм. Создание КМ обычного типа для сварки деталей большей толщины нецелесообразно, так как при дальнейшем увеличении длительности импульса тока относительно резко возрастают масса и габариты батареи конденсаторов и сварочного трансформатора, а также стоимость КМ.
В других случаях недостатком КМ является ограниченная возможность управления сварочным током в процессе сварки. В результате при достаточной длительности «мпульса тока иногда трудно получить форму импульса, технологически наиболее оптимальную при сварке данных деталей. Попытки преодолеть этот недостаток КМ путем комбинирования разрядов нескольких батарей конденсаторов, сочетания тока разряда батареи с током иного рода и т. д. дают положительные результаты лишь в част - иых случаях. В последние годы разработаны КМ с преобразованием разрядного тока конденсаторов в переменный ток на первичной обмотке сварочного трансформатора, причем частота первичного тока составляет от десятков до сотен, иногда тысяч герц. Регулируя частоту переменного тока и число импульсов в пачке, воздействуют на форму импульса и на процесс тепловыделения во время сварки. Перспективными областями для использования КМ этого типа являются: а) микросварка, где ток промышленной частоты является лимитирующим фактором для получения высококачественных соединений; б) сварка больших тол - ацин и сечений, в том числе рельефная сварка большого числа компактных рельефов или сварка рельефов развитого сечения, когда снижение потребляемой из электросети їґіощности становится одним из важнейших факторов.
Учитывая тенденции в разработке КМ, можно предположить, что в дальнейшем будут созданы новые типы машин, большинство которых составят мощные специализированные машины. Наряду с КМ обычного типа (с нерегулируемым в процессе сварки током) будут применяться КМ с преобразованием разрядного тока в переменный ток ■повышенной частоты и с модулированным импульсом тока, а также КМ с ограниченным управлением, получаемым за счет наложения разрядных токов двух и более батарей конденсаторов. Область применения КМ должна расширяться как за счет создания специализированных машин для сварки новых изделий, материалы и толщины кото - рых находятся в диапазоне уже освоенных, так и за счет расширения диапазона толщин деталей и свариваемых сечений. Значительный резерв улучшения мощных КМ заложен в повышении производительности машин, ограниченной, как правило, допустимым темпом циклирования электролитических конденсаторов в режиме заряд—разряд. Предполагается разработать новые конденсаторы с увеличением среднего темпа циклирования до 40 циклов в минуту, а также новые силовые схемы КМ, ограничивающие разряд конденсаторов по напряжению на уровне 20—40°/о' номинального, что позволит повысить производительность, машин приблизительно вдвое. Эффективным путем повышения производительности КМ в два и более раза является также применение неполярных, например металлобумажных, конденсаторов. Увеличение рабочего напряжения до 1000 В, более удобная, если учесть прямоугольный корпус, компоновка конденсаторов в батарее, отсутствие вентиляторных систем охлаждения позволяет при этом сохранить массу и габариты конденсаторной батареи на уровне параметров батареи с электролитическими конденсаторами.
 Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ