ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ДУГОВОЙ СВАРКЕ
 27 февраля, 2016
27 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov 4.1. Сварочная дуга как источник нагрева
Сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. Выделение тепловой энергии происходит в анодном и катодном активных пятнах и дуговом промежутке. При нагреве детали наибольшей интенсивности тепловой поток дти достигает в центральной зоне активного пятна (рис. 4.1). По мере удаления от центра пятна интенсивность теплового потока убывает. Распределение теплоты

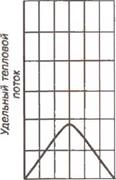 вдоль дугового промежутка происходит в соответствии с падением напряжения в его областях.
вдоль дугового промежутка происходит в соответствии с падением напряжения в его областях.
 Полная тепловая мощность дуги Q (Дж/с) зависит от силы сварочного тока /св (А) и напряжения дути Un (В): Q = = Однако не вся теплота дути затрагивается на расплавление металла, т. с. на собственно сварку. Значительная часть се расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, раз-
Полная тепловая мощность дуги Q (Дж/с) зависит от силы сварочного тока /св (А) и напряжения дути Un (В): Q = = Однако не вся теплота дути затрагивается на расплавление металла, т. с. на собственно сварку. Значительная часть се расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, раз-
Р и с. 4.1. Удельный (ендовой поток при ширене брЫЗГИВание И Т. П Ха-
ц>,ои: . рактер распределения
а—при сварке покрытым электродом. 6 — присьаркс г...
пол споем флюса ПОЛНОЙ ТЄПЛОВОЙ МОЩ-
нести по отдельным статьям расхода определяют термітом «тепловой баланс душ». На рис.
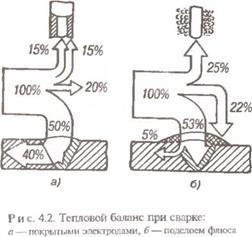 4.2 показаны схемы тепловых балансов дуги при ручной сварке покрытыми электродами и сварке под флюсом.
4.2 показаны схемы тепловых балансов дуги при ручной сварке покрытыми электродами и сварке под флюсом.
Часть общей тепловой мощности дути, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов, называют эффективной тепловой мощностью дуги q (Дж/с). Она всегда меньше полной тепловой мощности дуги. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени. Она определяется уравнением q = = f№Upд, гдет) —коэффициент полезного действия дуги, представляющий собой отношение эффективной тепловой - мощности к полной тепловой мощности дуги. Эффективная тепловая мощность зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов. Данные значений для различных способов сварки приведены на табл. 4.1!
|
4.1. Значения і] для различных способов сварки
|
Данные рис. 4.2 и табл. 4.1 показывают, что теплота дуги наиболее рационально используется при автоматической сварке под флюсом.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ