Сварочное оборудование
 13 февраля, 2016
13 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Сварочные трансформаторы являются понижающими и преобразуют переменный ток одного напряжения подводящей электрической сети (более высокого) в переменный ток другого напряжения (более низкого) той же частоты и служат для питания
сварочной дуги. Кроме того, они осуществляют регулирование силы тока в зависимости от требований сварочного режима. Сварочный трансформатор (рис. 2.4) состоит из корпуса 1, внутри которого укреплен замкнутый магнитопровод 2, собранный из пластин электротехнической стали толщиной 0,5 мм. На сердечнике магнито- провода располагают первичную 7и вторичную 6 обмотки. В свою очередь, каждая из обмоток выполнена из двух катушек, расположенных на боковых стержнях сердечника. Соединение их может быть последовательным или параллельным. Между первичной и вторичной обмотками существует индуктивная связь. Пропускание по первичной обмотке, имеющей большее число витков, переменного тока от сети напряжением 220 или 330 В в сердечнике трансформатора создается переменный магнитный поток, который, взаимодействуя с вторичной обмоткой, имеющей меньшее число витков, индуцирует в ней переменный ток той же частоты, но меньшего напряжения и большей силы. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов обычно не менее 60 В. и не более 80 В. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока.
Катушки вторичной обмотки могут перемещаться вдоль сердечника, и от них сварочный ток подается на дугу. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. Регулирование осуществляется винтом 4 и ходовой гайкой 5, жестко связанной с катушками вторичной обмотки. Вращением рукоятки 3 можно перемещать вторичные обмотки вверх или вниз в зависимости от направления вращения винта. При приближении вторичной обмотки к первичной сварочный ток возрастает, при удалении обмоток —уменьшается. Последовательное или параллельное соединение катушек первичной и вторичной обмоток позволяет получать два диапазона регулирования силы тока. Диапазоны силы тока переключают с помощью выведенной на крышку корпуса специальной рукоятки.
 Сварочные выпрямители служат для преобразования переменного тока в постоянный, предназначенный для питания сварочной дуги. С этой целью в выпрямителях используются полупроводниковые (селеновые, кремниевые или германиевые) выпрямительные элементы. Сварочный выпрямитель (рис. 2.5) состоит из понижающего трехфазного трансформатора 3 с подвижными катушками, выпрямительного блока 2с охлаждающим вентилятором 7, пускорегулирующей и защитной аппаратурой, смонтированных в общем корпусе.
Сварочные выпрямители служат для преобразования переменного тока в постоянный, предназначенный для питания сварочной дуги. С этой целью в выпрямителях используются полупроводниковые (селеновые, кремниевые или германиевые) выпрямительные элементы. Сварочный выпрямитель (рис. 2.5) состоит из понижающего трехфазного трансформатора 3 с подвижными катушками, выпрямительного блока 2с охлаждающим вентилятором 7, пускорегулирующей и защитной аппаратурой, смонтированных в общем корпусе.
Понижающий трехфазный трансформатор снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока изменением расстояния между первичной и вторичной обмотками. Внутри сердечника трансформатора проходит ходовой винт с закрепленной на нем первичной обмоткой. Сварочный выпрямитель имеет два диапазона регулирования сварочного тока.
Сварка выпрямленным током может производиться на прямой и обратной полярности. При прямой полярности деталь подсоединяется к зажиму «+» источника, а электрод — к зажиму «—» источника, при обратной полярности — наоборот.
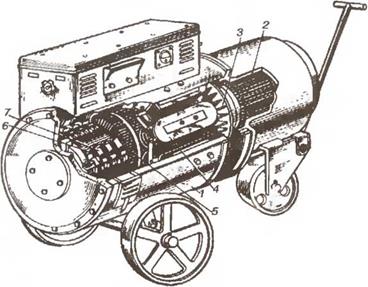
Сварочный преобразователь. Постоянный непульсирующий ток получают с помощью коллекторных машинных генераторов, выпускаемых в виде сварочных преобразователей или агрегатов. Сварочный преобразователь состоит из генератора постоянного тока и электродвигателя переменного тока, размеренных обычно в общем корпусе и на общем валу. Электродвигатель преобразует энергию переменного тока в механическую, а сварочный генератор преобразует механическую энергию в электрическую постоянного тока, питающего сварочную дугу. В агрегатах используют двигатели внутреннего сгорания. Сварочный генератор состоит из статора с магнитными полюсами и ротора с обмоткой и коллектором (рис. 2.6). При работе ротор вращается электродвигателем в магнитном поле статора. В нем возникает переменный ток, который с помощью коллектора преобразуется в постоянный и направляется в сварочную цель. Сила сварочного тока регулируется реостатом, включенным в обмотку возбуждения статора. Сварочные преобразователи и агрегаты строятся по различным схемам, описание которых приводится в гл. 10.
Основные обязанности сварщика по обслуживанию источников питания дуги:
1. Перед включением источника питания дуги необходимо очистить его от пыли и грязи, проверить надежность изоляции
|
Г и с. 2.t>. Сварочный преобразователь: У—корпус. 2 — 'электродвигатель. 7 — генератор. —статор. 5 — ротор. 6—коллектор 7— ІЦС пел |
сварочных проводов, точность их подключения и затяжки гаек на зажимах, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному мастеру, наладчику сварочного оборудования или электромонтеру для их устранения.
2. Убедиться в наличии провода заземления источника и его надежности.
3. При работе на открытой площадке обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания дуги магнитным пускателем или рубильником.
5. Во время сварки работать в спецодежде и спецрукавинах. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ