Расчет батареи конденсаторов и сварочного трансформатора по заданному импульсу сварочного тока
 30 июня, 2016
30 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov При эксплуатации КМ на предприятиях иногда появляется необходимость некоторой переделки машины с целью приспособления ее для сварки нового изделия или даже изготовления новой специальной машины собственными силами. При этом возникают, например, вопросы: в какой мере можно увеличить мощность (запасаемую энергию) машины и какие переделки разрядной цепи, включая сварочный трансформатор, это вызовет; можно ли использовать в данной КМ сварочный трансформатор от машины другого типа и т. д. Эти вопросы поможет решить рассматриваемый ниже инженерный метод расчета батареи конденсаторов и сварочного трансформатора по заданному из технологических соображений импульсу сварочного тока.
Существуют различные методы расчета батарей конденсаторов и сварочных трансформаторов КМ, при которых исходят из требуемого для сварки количества энергии. Во ВНИИЭСО разработан и в течение многих лет успешно применяется метод расчета КМ на заданный импульс сварочного тока. Этот метод наиболее целесообразен, так как учитывает весьма важное технологическое требование об определенном распределении энергии во времени, задаваемом исходным импульсом сварочного тока. Метод является сравнительно простым и обеспечивает достаточную для 58
практики точность результатов. При разработке указанного метода расчета были приняты те же допущения, что и в других известных работах по анализу электромагнитных процессов в разрядной цепи КМ: магнитная проницаемость магнитопровода сварочного трансформатора и, следовательно, сопротивление, индуктивность рассеяния и взаимная индуктивность считались постоянными в процессе разряда конденсаторов. Кроме того, при анализе процесса разряда не учитывался намагничивающий ток іц, что значительно упростило расчет.
В магнитопроводе типичного сварочного трансформатора КМ, не имеющем воздушного зазора и перемагничнвае- мом в каждом цикле за счет изменения направления токов в обмотках, максимальная индукция не превышает значения 2,3 Тл (в том числе остаточная индукция 0,6 Тл). При этом условии ток 1ц составляет не более 5% первичного (разрядного) тока ц в момент достижения последним максимального значения. Доля тока £ц относительно и абсолютно возрастает лишь на последней стадии основной полуволны тока 11, т. е. уже после завершения формирования сварочного соединения в процессе сварки. Таким образом, током 1ц практически можно пренебречь ввиду незначительного его влияния на фронт импульса тока tb т. е. на амплитудное значение тока /]а и время его нарастания до амплитуды Та.
При указанных выше допущениях, т. е. при рассмотрении разрядной цепи КМ как линейной системы, уравнение процесса разряда конденсаторов имеет вид:
J hdt + L" ff - + R"i2 = 0. (3.21)
где С"н — емкость батареи конденсаторов; L" — индуктивность рассеяния и R" — активное сопротивление разрядной цепи машины; i2— вторичный ток; двумя штрихами здесь и далее обозначены величины, приведенные по вторичному контуру машины. При колебательном разряде, имеющем место практически в большинстве КМ, решения уравнений для вторичного тока г2 и напряжения на конденсаторах ыс принимают вид
h = U^f£e-b‘srmt- uc=^£Le~usin(«rf + Y). (3.22; 3.23)
где U"со — начальное (максимальное) напряжение на конденсаторах; Ъ — коэффициент затухания процесса разряда; о — угловая частота собственных колебаний разрядной цепи; у=(о7’2а — параметр, характеризующий процесс разря-
да; Т2а — время нарастания вторичного тока до амплитудного значения; 5іпу = “ VL"C"H.
С учетом граничных условий из вышеприведенных уравнений выводятся различные соотношения параметров процесса разряда, из которых выберем те, которые используются при инженерном расчете основных элементов разрядной цепи:
5 = ^; Tia = ^l-; (3.24; 3.25>
/га=2cos Y exp (— Y Ctg Y); cos y = 8 VU'C"^,
(3.26; 3.27)
•=Vr(3,28; 3.29) где F (у) = sin у{2 cos y+exp [— (л—y) ctg y]}.
|
Рис. 3.2. Графики функций от cosy |
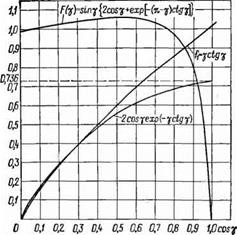
Выражение (3.29) для максимального магнитного потока ФШах получено при допущении, что напряжение UC полностью уравновешивается наводимой в первичной обмотке ЭДС. На рис. 3.2 представлены графики некоторых функций от cosy, входящих в вышеприведенные формулы. Использование этих графиков значительно сокращает время расчетов. Исходными данными для расчета являются амплитудное значение номинального импульса сварочного тока /2а и время его нарастания до амплитуды Т2а, параметры машины R" и L", начальное напряжение на конденсаторах Uco и длительность сварочного цикла Ти при заданной производительности машины.
Параметры номинального импульса сварочного тока определяются в зависимости от материала и наибольшей толщины деталей, для сварки которых предназначается проектируемая машина. Эти параметры находятся при отработке исходных режимов сварки на макете или существующей КМ либо рассчитываются методом подобия поданным известных режимов сварки деталей из данного материала другой толщины. Номинальный импульс тока является наибольшим в диапазоне импульсов данной машины и определяет сечения всех токоведущих элементов силовой части и магнитопровода сварочного трансформатора, а также выбор коммутирующих элементов.
Параметры машины R" и L" зависят в основном от размеров вылета и раствора сварочного контура, определяемых габаритами свариваемого изделия, и от сечения его элементов. Трудность определения исходных значений R" и L" обусловливает необходимость проведения расчета в два этапа. При ориентировочном расчете эти параметры определяются приблизительно путем сравнения проектируемой машины с существующей, имеющей примерно такой же сварочный контур и известные данные опыта короткого замыкания на токе частотой 50 Гц. При этом величина L" проектируемой машины принимается примерно равной L" машины-прототипа (зависимость L" от эквивалентной частоты импульса тока не учитывается). Составляющими параметрами R" являются активное сопротивление машины R"3 при эквивалентной частоте тока /э=4/7’2а и сопротивление свариваемых деталей RA. При низких частотах (6—60 Гц в большинстве КМ) зависимость активного сопротивления от частоты может с приемлемой погрешностью считаться линейной и это сопротивление для проектируемой машины может быть определено интерполированием: R"3 = R"t,.t+(R"k.3— Я"п. т)/э/50, где R"nT и
R"к. з — соответственно сопротивления машины-прототипа постоянному току и при коротком замыкании на частоте 50 Гц. Сопротивление Rn может значительно изменяться в процессе сварки, однако ввиду трудности учета этого изменения оно принимается при расчете постоянной величиной. В качестве расчетного может быть выбрано значение в конце процесса сварки. Данные по Rn для различ-
ных материалов и толщин свариваемых деталей приводятся в литературе.
Начальное напряжение Ucо определяется после выбора типа конденсаторов для проектируемой машины и, как правило, принимается несколько меньшим, чем номинальное напряжение данного конденсатора. Это обеспечивает некоторый запас по надежности.
Определение исходных данных является наиболее трудоемкой частью расчета разрядной цепи КМ. Собственно расчет элементов цепи не представляет затруднений. Вначале по формуле (3.24) определяют коэффициент затухания б и затем по формуле (3.25) — величину yclgY:
YctgY—1(3.30)
Из рис. 3.2 находят значение cosy, соответствующее полученному значению у ctg Y - По формуле (3.26) вычисляют
вторичное напряжение:
причем значение знаменателя находят по рис. 3.2. Коэффициент трансформации сварочного трансформатора — первая искомая величина — равен:
n=Uco/U"co. (3.32)
С учетом формулы (3.27) определяют вторую искомую величину — требуемую емкость батареи конденсаторов:
Сн = С"„/п2 = cos2 у/ (n262L"). (3.33)
По формуле (3.29) вычисляют максимальный магнитный поток Фтах в магнитопроводе сварочного трансформатора, причем значения входящих в формулу угловой частоты а и функции F(у) определяют соответственно по формуле (3.28) и рис. 3.2. Затем находят третью искомую величину — сечение магнитопровода сварочного трансформатора (в квадратных сантиметрах):
5 — Фтах * 108/В тах» (3.34)
причем С учетом ранее изложенного принимают Вщах= = 2,2 Тл. Наконец, полагая, что вся запасенная в конденсаторах энергия Wc=CHU2col2 будет израсходована на выделение тепла в свариваемых деталях и в токоведущих элементах вторичного контура, определяют длительные вторичный /2д и первичный /ід токи (четвертую и пятую ИСКО - 62
мые величины):
|
|

![]()
При указанном допущении получаются несколько завышенные значения токов и, следовательно, сечений обмоток сварочного трансформатора и элементов сварочного контура. Однако повышенный расход меди является в данном случае оправданным (см. ниже). По полученным данным осуществляется расчет сварочного трансформатора и вторичного контура, который проводится так же, как для других машин контактной сварки [9]. Затем производится уточнение значений параметров R" и V и рассматривается возможность выполнения условия оптимального соотношения параметров:
L"=R"T2 а. (3.37)
При оптимальном соотношении параметров заданный импульс тока машины получается при наименьших значениях Сн и Фтах, т. е. при наименьших затратах на батарею конденсаторов и сварочный трансформатор КМ. Выполнение условия (3.37) практически не всегда возможно, и тогда, принимая допустимыми отклонения Сн И Фтах в пределах до 5% их минимальных значений, можно принять
L"=(0,7 ... A)R"T2a. (3.38)
Как правило, соотношение параметров силовой электрической части КМ таково, что L"<ZR"T2a. Для выполнения условия (3.38) корректируют полученные значения параметров R" и L", реже — значение параметра Т2а. Последний является технологическим параметром, соответствующим оптимальному режиму сварки деталей номинальной толщины, и его значение может корректироваться чаще всего в довольно узком диапазоне. Изменение L" возможно за счет допустимого изменения размеров сварочного контура или за счет включения в разрядную цепь индуктивного сопротивления. Наиболее целесообразно уменьшение R" за счет увеличения сечения обмоток сварочного трансформатора и токоподводов, так как это обеспечивает уменьшение емкости батареи конденсаторов. Уменьшение числа сравнительно дорогостоящих конденсаторов вполне окупает дополнительный расход меди. Кроме того, при этом уменьшаются тепловая мощность токоограничительного резистора в зарядной цепи и потери энергии на нем при эксплуатации машины.
Таким образом, увеличение в КМ сечений токоведущих элементов по сравнению с сечениями, определяемыми по наибольшей тепловой нагрузке, является вполне оправданным. Прн условии, что фактические значения параметров изготовленной в соответствии с расчетом машины (особенно R" и L") существенно не отличаются от принятых при расчете, значения параметров фактического номинального импульса тока отличаются от заданных не более чем на 5-7%.
 Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ