Особенности дуги на переменном токе
 26 февраля, 2016
26 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуги переменным током полярность электрода и изделия, а также условия существования дугового разряда
|
Рис. 3.4. Изменение полярности при горении дуги на переменном токе |
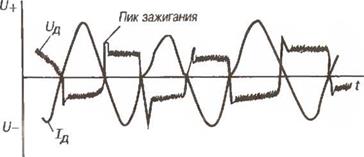
периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой душ зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полу - периоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуга. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуга и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 3.4). Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуга переменного тока. Деионизация и охлаждение дугового промежутка
возрастают с увеличением длины дуга, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке п аров легко - ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуги переменного тока повышается.
 С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавягцимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 3.5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавягцимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 3.5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
![]() 2 Виноградов В. С
2 Виноградов В. С
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его дайны. Для надежного обеспечения процесса зажигания дуги необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2—2,5 раза, а на постоянном токе —в 1,2—1,4 раза. Дуга зажигается от нагрева электродов, возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в "дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10~5 — Ю^с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в д^ту компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают
 |
способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается откло нение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 3.6). Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дута является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ