Машины и полуавтоматы для герметизации корпусов полупроводниковых приборов и интегральных микросхем
 12 сентября, 2016
12 сентября, 2016  Oleg Maloletnikov
Oleg Maloletnikov При производстве полупроводниковых приборов и интегральных микросхем одной из важнейших заключительных операций является герметизация их корпусов, так как герметичность корпусов, защищающих приборы от механических повреждений и вредных влияний окружающей среды, в конечном счете определяет надежность приборов.
Герметизация наиболее массовых металлостеклянных корпусов осуществляется преимущественно на машинах для контактной сварки, среди которых большую часть составляют КМ. Это обусловлено тем, что КМ обеспечивают высокое и стабильное качество сварных соединений. Кроме того, благодаря кратковременности процесса сварки нагрев корпуса вне зоны сварки является незначительным. В результате предотвращаются перегрев полупроводниковой структуры, разрушение стеклянных изоляторов и га- зовыделение внутри корпуса (следствием последнего могло бы быть недопустимое осаждение паров металлов на структуре и изоляторах). Обе детали корпуса — баллон (крышка) и основание (ножка), предназначенные для контактной сварки, должны иметь отбортовки в местах их соединения. Форма деталей может быть круглой или прямоугольной.
Первыми отечественными машинами для герметизации были МТК-5-3, МТК-8003, МТК-16001. Эти машины представляют собой однопозиционные установки, загрузка свариваемых изделий в электродные устройства которых и выгрузка из них производятся одним оператором вручную. Машины оснащены специальными скафандрами для создания на рабочей позиции контролируемой среды — осушенного воздуха, азота, гелия. Энергия для сварки запасается в батарее электролитических конденсаторов К.50И-1, допускающих использование при частоте следования разрядных импульсов не менее 30 в минуту. Количество запасаемой энергии регулируется в широких пределах изменения емкости конденсаторов и напряжения на них. Сварка производится при разряде батареи конденсаторов на сварочный трансформатор, при этом включение разряда и изменение полярности сварочного тока обеспечиваются двумя электромеханическими контакторами, работающими поочередно. На машинах МТК-5-3, МТК-8002,.
МТК-1600 реализуется одноймпульсный режим сварки. Технические данные этих машин приведены в табл. 5.3.
|
Таблица 5.3
|
В последние годы взамен морально устаревшей машины МТК-5-3 была разработана машина МРК-3201, которая отличается от своей предшественницы электрооборудованием. Вместо тиратронов и контакторов в зарядной и разрядной цепи машины МРК-3201 применены тиристоры. В схеме управления вместо электронных ламп и электромеханических реле применены элементы «Логика-Т». Изменения в электрооборудовании не коснулись лишь батареи конденсаторов и сварочного трансформатора.
|
Рис. 5.4. Схема разрядной части машины МРК-3201 |
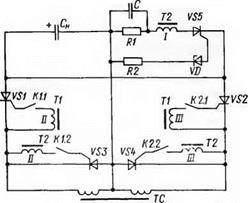
Принципиальная электрическая схема силовой разрядной части машины МРК-3201 приведена на рис. 5.4. Разряд батареи конденсаторов С„ на сварочный трансформатор ТС, так же как и перемагничивание последнего, производится при поочередном включении тиристоров VS1 и KS2. Для предотвращения перезаряда Сн применяются два шунтирующих тиристора VS3 и VS4. Предположим, что контактами реле К1 подготовлены к включению тиристоры VS1 и IAS3. Тиристор VS1 включается через импульсный трансформатор ТІ. При колебательном процессе разряда, когда напряжение на батарее Сн меняет знак на противоположный и достигает напряжения пробоя стабилитрона VD, равного 24 В, последний пробивается и включается тиристор KS5. В цепи тиристора IAS5 проходит обусловленный емкостью С импульс тока, который трансформиру - 98
стор VS3. Перезаряд батареи Сн прекращается, тиристор VS1 выключается, ток, обусловленный энергией, запасенной в индуктивности сварочного контура, шунтируется через тиристор VS3. Аналогичным образом в следующем цикле, но уже с изменением направления сварочного тока, работают тиристоры VS2, VS4, причем цепи управления последних подготавливаются реле К2.
При массовом выпуске интегральных схем и полупроводниковых приборов производительность однопозиционных машин является недостаточно высокой. Полуавтоматы, предназначенные для промышленной эксплуатации, в том числе в составе поточных линий, имеют более высокую производительность благодаря оснащению их многопозиционными поворотными столами.
Серия высокопроизводительных машин для герметизации приборов состоит из пяти типоразмеров: МРК-2001, МРК-4001, МРК-10001, МРК-16001 и-
МРК-16003. Первая из машин предназначена для герметизации наиболее массовых транзисторов, последняя — для герметизации мощных тиристоров и диодов на токи в несколько сотен ампер. Остальные машины применяются для герметизации преимущественно интегральных схем. Основные технические данные машин серии МРК приведены в табл. 5.4.
Детали свариваемых корпусов полупроводниковых приборов и интегральных схем — баллоны и основания — изготовляются из ковара, никеля и стали Ст.10 толщиной 0,2—0,4 мм. Детали из стали имеют никелевое покрытие 6—20 мкм. Мощные диоды и тиристоры имеют массивные основания из меди, и приварка к ним баллонов осуществляется через промежуточные стальные кольца, припаянные к основаниям. На кольцах выполнены рельефы. Загрузка свариваемых деталей в электродные головки производится вручную, выгрузка — автоматически. Конструкция машин позволяет работать на них одновременно двум операторам, что бывает необходимо при работе с максимальной производительностью. Особенности рельефной сварки корпусов мощных полупроводниковых вентилей на машине МРК-16003 приведены в приложении.
В состав каиадой машины входят сварочная установка и станция управления. Кроме того, в состав мощных машин входит также один (МРК-10001) или два конденсаторных шкафа (МРК-16001, МРК-16003). В менее мощных машинах (МРК-2001, МРК-4001) батареи рабочих конденсаторов размещены в станциях управления.
|
8 ■ч* а с |
Машины серии МРК имеют много принципиально подобных и одинаковых узлов и систем. Сварочная установка каждой машины состоит из сварочного устройства и блока герметизации, состыкованных друг с другом и установленных на общем основании. Блоки герметизации, в состав которых входят поворотные столы, механизмы вращения и скафандры, в значительной мере отличаются друг от друга. Сварочные устройства машин, предназначенные для создания сварочного давления на электродах головок поворотных столов и для подвода к ним сварочного тока, являются однотипными. Во время работы машины по циклу между токоподводами — верхним и нижним зажимаются электрододержатели одной из сварочных головок, равномерно закрепленных по периметру поворотного стола. Последний установлен на валу механизма поворота, привод которого осуществляется от электродвигателя. Поворотный стол накрыт сверху скафандром.
Пневматические приводы всех машин — диафрагменные, с двумя рабочими камерами и двумя разными по размерам резиновыми диафрагмами (за исключением машин МРК-16003, где применены две одинаковые диафрагмы, помещенные в изолированные друг от друга камеры). Направление хода ползуна создается четырьмя парами шарикоподшипников.
Поворотные столы машин МРК, отличаясь друг от друга конструктивно, работают по одному принципу, для пояснения которого на рис. 5.5 приведена кинематическая схема поворотного стола машины МРК-10001. Поворотный стол, а также механизм разгрузки приводятся в движение от асинхронного двигателя 1. Через червячный редуктор 3 движение передается кулачку-улите 4 с пазом специального профиля. В зацеплении с улитой постоянно находится один из двенадцато роликов 5, расположенных по окружности диска, жестко связанного с валом карусели 6. Через диск и вал движение передается поворотному столу 10. Улита вращается непрерывно, движение поворотного стола имеет шаговый характер. С помощью регулятора скорости 2 устанавливается темп работы 6—20 шагов в минуту. Поворотный стол, вращаясь против часовой стрелки, останавливается после каждого поворота на угол 30°, в результате чего за один оборот стола сварочные головки последовательно занимают двенадцать позиций. На позициях загрузки и выгрузки верхние электрододержатели контактных головок 12 подняты и электроды разомкнуты. Электрододержатели опускаются перед сваркой и поднимаются после нее механизмами 11 и 8 в виде путевых кулач-
|
Вид к |
|
Рис. 5.5. Кинематическая схема поворотного стола |
ков, расположенных соответственно на подходах к позициям сварки (токоподводам сварочного устройства 9) и разгрузки. Механизм разгрузки 7 представляет собой выталкиватель, движение которому передается с помощью шарикового привода от кулачка, установленного на валу улиты. Команды, необходимые для согласования работы карусели с пневмоприводом машины и ее электрическим устройством, поступают от микровыключателей, установленных рядом с распределительным валом 13. Каждый из кулачков распределительного вала имеет профиль, соответствующий назначению кулачка.
Необходимо отметить, что в машине МРК-16003 реализуется двухимпульсный режим сварки, для чего батарея конденсаторов разделена на две секции, которые могут быть заряжены до одинакового напряжения. Схема силовой электрической части машины МРК-16003 аналогична схеме, представленной на рис. 1.8.
Машины типа МРК были выпущены от 1 до 10 единиц каждая. Эксплуатация этих машин дала положительные результаты, и на их базе в конце 70-х годов были разработаны два полуавтомата ПРК-4001 и ПРК-12001, серийный выпуск которых освоил ПЗТЭСО. Станции управления для них изготовляет завод «Электрик» им. Н. М. Шверника. По назначению, принципу действия, конструкции эти полуавтоматы аналогичны машинам МРК. Основными отличиями, позволяющими получить более высокую стабильность качества сварки, являются двухимпульсный режим и приложение в процессе сварки повышенного усилия — проковка. Технические данные полуавтоматов ПРК-4001 и ПРК-12001 приведены в табл. 5.4.
 Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ