ТРАНСФОРМАТОРЫ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
 29 марта, 2016
29 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для автоматической сварки под флюсом применяют трансформаторы, регулируемые подмагничиванием шунта (серии ТДФ) и тиристорные трансформаторы (серии
ТДФЖ).
 Трансформаторы выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы при принудительном воздушном охлаждении (табл. 5). Требования к трансформаторам изложены в ГОСТ 7012—77 *Е.
Трансформаторы выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы при принудительном воздушном охлаждении (табл. 5). Требования к трансформаторам изложены в ГОСТ 7012—77 *Е.
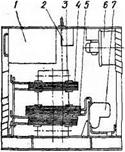
Рнс. 13. Трансформатор ТДФ - 1601:
I — блок управления; 2 — блок вен - гилей; 3 — магяитопровод; 4, 5 — вторичная и первичная обмотки; Є — вентилятор; 7 — контактор
Трансформатор ТДФ-1601 (рнс. 13) благодаря наличию магнитного шунта и расположению первичной 5 и основной вторичной 4 обмоток на значительном рассто-
|
сч |
||||
|
о |
||||
|
Параметры |
О О |
о 2 |
* |
CN Й |
|
е |
© |
е |
© |
|
|
п |
ч |
|||
|
Н |
«- |
Н |
Н |
|
Номинальная сила сва-
|
янии друг от друга имеет развитое магнитное рассеяние и падающие внешние характеристики.
Трансформатор обеспечивает ступенчатое и плавное регулирование силы сварочного тока. Для перехода со ступени малых на ступень больших токов пересоединяют сварочные провода на доске зажимов трансформатора. При этом отключают пасть витков основной вторичной обмотки и подключают дополнительную часть вторичной обмотки. Сила тока плавно регулируется подмагничи - ванием магнитного шунта.
Сварочный трансформатор ТДФ-1001 устроен аналогично.
Трансформатор типа ТДФЖ имеют тиристорное регулирование и обеспечивают импульсную стабилизацию процесса сварки. Упрощенная схема тиристорного трансформатора типа ТДФЖ приведена на рис. 14, а, конструкция силового трансформатора схематически изображена на рис. 14, б. Трансформатор состоит из маг - нитопровода с обмотками W1 — W4, тиристорных контакторов VI, V2 и блока управления углом зажигания
тиристоров (БФУ). Первичная W1 и вторичная W2 обмотки состоят каждая из двух катушек, разделенных для удобства на две последовательно соединенные секции. Между секциями катушек вторичной обмотки расположены катушки импульсной обмотки W3. В окне магни-
|
Рис. 14. Упрощенная электрическая схема (а) н конструкция (б) тиристорного трансформатора ТДФЖ-Ю02 |
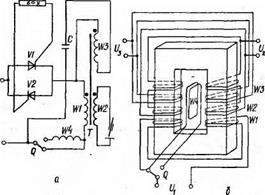
топровода между стержнями расположены две дисковые реакторные катушки обмотки W4. В трансформаторе ТДФЖ-Ю02 полный диапазон регулирования разбит на две, а в трансформаторе ТДФЖ-2002 — на три ступени; третья ступень регулирования в трансформаторах ТДФЖ-2002 обеспечивает возможность сварки при больших падениях напряжения в сварочных проводах.
В трансформаторе ТДФЖ-1002 дли создания диапазона малых токов катушки реакторной обмотки включают последовательно и согласно с первичной обмоткой. В трансформаторе ТДФЖ-2002 катушки реакторной обмотки включают последовательно в диапазоне малых токов и параллельно — в диапазоне средних токов. При сварке в диапазоне больших токов реакторные обмотки не включаются. На рис. 14, а переключатель Q установлен в положение «Большие тонн». Для надежного повторного возбуждения дуги трансформатор имеет цепь импульсной стабилизации, состоящую из последовательно включенных конденсатора С и импульсной обмотки W3, которая имеет магнитную связь со вторичной обмоткой. При включении любого из тиристоров (VI или V2) конденсатор С заряжается до текущего значения
|
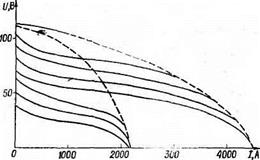
Рис. 15. Внешние характеристики трансформатора ТДФЖ-2002 (штриховыми линиями обозначены внешние характеристики для больших токов, сплошными — для малых) |
сетевого напряжения. Зарядный ток конденсатора проходит по обмотке W3, трансформируется во вторичную цепь и создает на дуговом промежутке импульс напряжения, достаточный для повторного возбуждения дуги. По окончании периода проводимости тиристора дуга гаснет, н конденсатор разряжается на первичную обмотку силового трансформатора. В следующий полупериод сетевого напряжения включается второй тиристор, и процесс импульсной стабилизации дуги повторяется.
С помощью тиристорного фазорегулятора удается получить внешние пологопадающие на рабочем участке характеристики и плавно регулировать рабочее напряжение на дуге. На рис. 15 приведены внешние характеристики трансформатора ТДФЖ-2002 для диапазонов больших и малых токов. Штриховыми линиями обозначены естественные внешние характеристики трансформаторов для больших токов. Пологопадающие характеристики обеспечивают хорошее саморегулирование дуги прн сварке под флюсом автоматами с постоянной скоростью
подачи проволоки и поддержание постоянного напряжения на дуге. Сила сварочного тока в этом случае задается скоростью подачи электродной проволоки.
Параллельность внешних характеристик ^трансформаторов типа ТДФЖ позволяет ориентировочно устанавливать рабочее напряжение на холостом ходу трансформатора.
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ