ХАРАКТЕРНЫЕ РЕЖИМЫ КОНТАКТНОЙ СВАРКИ
 12 марта, 2016
12 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для условий контактной сварки, когда через свариваемые детали проходит синусоидальный переменный ток, количество теплоты, генерируемой между электродами за время сварки, может быть определено в общем случае по закону Джоуля—Ленца.
Во всех технологических и инженерных расчетах ориентируются на действующее (эффективное) значение сварочного тока, а вместо переменных величин, меняющихся в зависимости от температуры ядра точки, в расчетах пользуются их усредненными величинами. Таким образом, закон Джоуля—Ленца для контактной сварки принимает следующий вид:
Qs-Э t cij. cp^CB. Cp’CCB!
где Q3_3— количество теплоты, выделяемое в деталях, Дж; /свср — среднее значенні; сварочного тока, А; Д. вср — среднее значение сварочного сопротивления, Ом; тсв— время сварки, с.
Попытаемся ответить на вопрос, какую роль играют ток и время! сварки при нагреве деталей, когда Д. в ср = const.
На первый взгляд кажется, что вследствие стремления сократить время сварки до минимума (0,02... 1 с) необходимый нагрев при контактной сварке в общем случае можно обеспечить только за счет высоких значений сварочного тока (например, 10000 А на 1 мм свариваемой толщины). Однако из закона Джоуля—Ленца следует, что квад эат величины тока и время сварки связаны между собой гиперболической, или обратно пропорциональной, зависимостью, котэрая представлена двумя кривыми, ограничивающими области минимального и максимального проплавлений. Горизонтальные и вертикальные участки кривых асимптотически приближаются к осям тсв и /св (рис. 1.4). Из графика можно сделать три существенных вывода.
1. Процесс контактной сварки может протекать в одной из трех характерных областей: области провара П, области непровара Н и области выплесков В.
|
Рис. 1.4. Влияние соотношения сварочного тока /св и времени сварки тсв на положение характерных областей и зон режимов контактной сварки: 1—4— граничные точки; 5—7 — точки установления режима; Н — область непровара; П — область провара; В — область выплесков; Ж — зона жесткого режима; С — зона среднего режима; М — зона мягкого режима; X — область перерасхода электроэнергии |
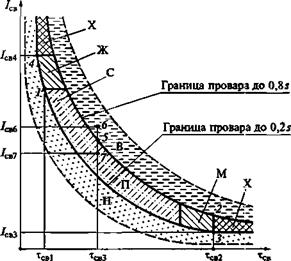
2. При контактной сварке в области провара можно выделить три характерные зоны режимов:
• зону жестких режимов Ж (большие токи и малое время сварки), при которых на глубину проплавления влияет только время сварки. Увеличение тока не вызывает увеличения провара, но требует неоправданного увеличения мощности машины. Зона составляет примерно 10 % общей области сварки с проваром;
• зону оптимальных {средних) режимов С, при которых глубину проплавления можно регулировать как изменением тока, так и изменением времени сварки в широком диапазоне значений. Зона составляет 80 % общей области сварки с проваром;
• зону мягких режимов М (малые токи, большое время сварки), при которых глубина проплавления изменяется только за счет изменения тока в очень узком диапазоне значений. Повышение времени сварки не приводит ни к увеличению проплавления, ни к увеличению диаметра ядра точки, но зато снижает производительность труда, увеличивает расход электроэнергии, приводит к перегреву или пережогу металла ядра. Зона составляет 10 % общей области сварки с проваром.
3. При контактной сварке можно выделить четыре граничные точки:
точку 1 — это минимально допустимое время сварки тсв1 для данных толщин и материалов, при котором еще можно получить минимально допустимое проплавление (0,2s);
точку 2 — это максимально допустимое время сварки хсв2і при котором образуется минимально допустимое проплавление (0,2s) в зоне минимально допустимых токов /св3;
точку 3 — это минимально допустимый сварочный ток /св3, при котором еще возможно минимально допустимое проплавление при максимально допустимом времени сварки. Большее снижение тока не приведет к сварке даже при бесконечно большой длительности процесса;
точку 4 — это максимально допустимый сварочный ток /св4 при минимально допустимом времени сварки.
Интерес представляет определение значений тока и времени сварки в этих граничных точках для данных толщин и материалов. Очевидно, эти значения будут напрямую зависеть от значений усредненного активного сопротивления.
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ