
Характеристики сварочной дуги
 5 марта, 2016
5 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov При изучении свойств сварочной дуги и определении требований к источнику питания для дуговой сварки пользуются понятиями статических и динамических характеристик сварочной дуги. Рассмотрим статические характеристики сварочной дуги.
Зависимость напряжения на дуге от длины дуги. Проводимость разрядного промежутка, являющегося нелинейным участком сварочного контура, зависит от длины дуги /д и от физических условий, в которых существует дуга. Как показано выше, 1дш1ст. Если ток дуги /=const и неизменны все факторы, влияющие на физические условия существования дуги, то зависимость между UR и /д, которые связаны в этом случае соотношением
ил=Т7Г**> (!-6)
Y$cr
линейная (рис. 1.6). Действительно, это справедливо для изотропных сред, В которых У = бст/Ест = const [см. формулу (1.2)] И Sст = = const. Заметим, что для малоамперных сварочных дуг (см. ниже) эта зависимость нелинейна.
Зависимость напряжения на дуге от тока дуги. Вольт-амперная характеристика нелинейного участка сварочного контура, которая строится по данным эксперимента, представляет собой зависимость напряжения на дуге t/д от тока дуги при данных длине дуги /№ проводимости G разрядного промежутка и постоянстве остальных физических факторов, влияющих на условия существования и горения сварочной дуги. При проведении эксперимента питание дуги осуществляется от специального отдельного источника постоянного тока
 с регулируемым выходным напряжением. Расчеты электрических нелинейных цепей производятся, как правило, графоаналитическими методами. Для расчета вводится понятие дифференциального сопротивления [14] нелинейного участка цепи (в нашем случае разрядного промежутка, где горит дуга). Дифференциальное сопротивление равно отношению бесконечно малого приращения напряжения на дуге к бесконечно малому приращению сварочного тока:
с регулируемым выходным напряжением. Расчеты электрических нелинейных цепей производятся, как правило, графоаналитическими методами. Для расчета вводится понятие дифференциального сопротивления [14] нелинейного участка цепи (в нашем случае разрядного промежутка, где горит дуга). Дифференциальное сопротивление равно отношению бесконечно малого приращения напряжения на дуге к бесконечно малому приращению сварочного тока:
![]()
![]() Яд„Ф=Нт -^-=4^- (1>7)
Яд„Ф=Нт -^-=4^- (1>7)
д/-*о
Форма вольт-амперной характеристики сварочной дуги отражает свойства дуги данной длины /д, существующей в определенных физических условиях, которые обусловливают проводимость G разрядного промежутка. Проведение опыта для построения по его данным вольт-амперной характеристики дуги связано со значительными трудностями из-за сложности измерения длины дуги /д и поддержания неизменными физических условий в разрядном промежутке. Действительно, даже при неизменных напряженности Е электрического поля в разрядном промежутке и длине дуги /д физические условия изменяются с изменением тока, так как изменяется ряд факторов, оказывающих влияние на физические условия существования дуги: Получение опытных данных для построения вольт-амперных характеристик сварочной дуги с неплавящимся электродом хотя и представляет определенные трудности, но возможно. Длину дуги /д в этом случае можно установить и поддерживать во время опыта постоянной при практической неизменности всех остальных физических условий. Понятие статической вольт - амперной характеристики для дуги с плавящимся электродом, строго говоря, является несостоятельным, так как в реальных условиях при горении дуги происходит непрерывное изменение /д в связи с переносом через разрядный промежуток капель жидкого металла в ванну на изделии. Даже если этот перенос не сопровождается замыканием разрядного промежутка каплей, то все же неизбежны в определенных пределах изменения ДЛИНрІ дуги при прохождении капли в ванну. В этом случае, по-видимому, целесообразно говорить.
не об одной характеристике UR=f(I), а о некотором семействе характеристик или зоне, ограниченной характеристиками Up,—f (I), которые соответствуют предельным значениям проводимостей G разрядного промежутка данного процесса сварки при неизменности всех прочих параметров, обусловливающих физические условия существования дуги.
Статическая вольт-амперная характеристика дает представление о том, как изменяется в определенных условиях проводимость Gr дугового промежутка длиной /д при изменении величины напряжения, подводимого к дуге.
 |
 |
Поскольку напряжение цд на дуговом промежутке есть сумма разностей потенциалов в приэлектродных областях и в столбе дуги
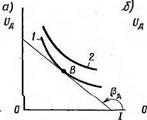
Рис. 1.7. Вольт-амперные характеристики дуги:
о —падающие; б —жесткие; в — возрастающие; 1 — /д1, Од1; 2 — ід2, бд2; для 1 и *
1М<1Л2 и СД1'>0Д2
(1.3), то от характера изменения каждой составляющей в зависимости от тока при неизменных физических условиях в разрядном промежутке зависит вид статической вольт-амперной характеристики.
Известны статические вольт-амперные характеристики сварочных дуг трех видов:
падающая — с ростом сварочного тока I UR уменьшается (рис. 1.7, а)
жесткая — с ростом I UR остается практически неизменным (рис.1.7, б);
возрастающая — рост / вызывает увеличение UR (рис. 1.7, в).
Падающие вольт-амперные характеристики имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в - среде аргона при токах от нескольких ампер до 70—80 А. Причиной снижения напряжения на дуге является уменьшение напряжения столба дуги Пет - С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, а площадь поперечного сечения столба возрастает. Разности потенциалов в анодной ца и в катодной ик областях практически не зависят от величины тока, а только от физических условий, в которых существует дуга. При неизменной длине дуги с ростом тока уменьшается ис, и напряжение на дуге; при этом дифференциальное сопротивление /?диф<0, так как угол |3Д тупой (рис. 1.7, а).
Жесткую вольт-амперную характеристику имеют сварочные дуги с токами от 80 А и выше при ручной дуговой и механизированной сварке под флюсом (рис. 1.7, б). С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличением площади столба дуги приводит к тому, что плотность тока в столбе дуги и напряженность электрического поля Ест остаются постоянными. Этим объясняется то, что при постоянстве Ма И Мк Напряжение Мот практически не зависит от величины тока. При /д=const напряжение ия с ростом тока не изменяется, ПрИ ЭТОМ /?диф=0.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300—400 А и выше вольт - амперная характеристика дуги, горящей под флюсом, становится пологовозрастающей. На рис. 1.7, б такая характеристика показана пунктиром. Жесткие и пологовозрастающие характеристики дуги обычно строят по эмпирической формуле, связывающей напряжение на дуге с величиной сварочного тока, в которую вводится опытный коэффициент учитывающий увеличение плотности тока при данном диаметре электродной проволоки:
U=U^ + U, (1-8)
где f/драсч— расчетное рабочее напряжение. Значения коэффициента £ даются, как правило, в технических описаниях источников питания.
При сварке плавящимся электродом в среде углекислого газа и сжатой дугой в среде аргона неплавящимся электродом вольт-ам - перная характеристика сварочной дуги крутовозрастающая. С ростом сварочного тока напряжение на дуге возрастает, при этом Rm§> >0 и угол рд<я/2. Плотность тока бэ в электроде для указанных способов сварки больше, чем плотность тока при сварке свободной малоамперной дугой в атмосфере воздуха и в среде аргона, а также при ручной дуговой сварке и при сварке под флюсом.
Динамическая вольт-амперная характеристика. Зависимость между мгновенными'значениями сварочного тока и напряжения дуги называют динамической характеристикой дуги. Динамическая вольт-амперная характеристика дуги строится по данным осциллограмм, полученных с помощью светолучевого осциллографа. Запись осциллограммы источника питания дуги осуществляется в реальных условиях его работы; нагрузкой является сварочная дуга. Форма динамической вольт-амперной характеристики определяется в основном свойствами источника питания. Так, если сварочная дуга при одинаковых статических вольт-амперных характеристиках питается от источциков*с^икзу1ичными свойствами, ее динамические вольт-ам - перные характеристики будут различными. С помощью динамической вольт-амперной характеристики дуги можно оценивать пригодность данного источника для питания данной дуги.
 Опубликовано в Источники питания сварочной дуги
Опубликовано в Источники питания сварочной дуги