ВЫПРЯМИТЕЛИ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ
 8 апреля, 2016
8 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для сварки в углекислом газе применяют выпрямители с пологопадающнми (жесткими) внешними характеристиками. Они обеспечивают не только устойчивость сварочного процесса, но и минимальное разбрызгивание металла.
В настоящее время выпускается несколько типов выпрямителей для сварки в углекислом газе, отличающихся способом регулирования напряжения иа дуге, конструктивным исполнением отдельных узлов, способом ограничения силы тока при коротком замыкании. Выпрямители выпускаются в комплекте с полуавтоматами для сварки в защитных газах. '-
Наиболее просты по устройству выпрямители для механизированной сварки в углекислом газе ВС-300А и ВС-600М со ступенчатым регулированием выходного напряжения (табл. 10).
|
Таблица 10. Техническая характеристика выпрями-
t |
Выпрямитель ВС-600М (рис. 19) состоит из трехфазного понижающего трансформатора Т с нормальным магнитным рассеянием и секционированной первичной обмоткой, выпрямительного блока VI — V2, собранного
на кремниевых вентилях во трехфазной мостовой схеме, переключателей 01, Q2 и Q3 для регулирования напряжения дуги, стабилизирующего дросселя L в цепи выпрямленного тока, электродвигателя М вентилятора, магнитного пускателя и реле контроля вентиляции.
Выпрямитель имеет пологопадающие внешние характеристики. Напряжение, подаваемое на дугу, регулируется переключателями изменением числа витков первичных обмоток трансформатора (при отключенной нагрузке). Дроссель служит для уменьшения разбрызгивания расплавленного металла. Для расширения диапазона допустимых режимов сварки дроссель выпрямителя секционирован. При сварке тонкой электродной проволокой диаметром 0,8..Л,2 мм в сварочную цепь включают часть витков дросселя, при сварке проволокой большего диаметра — всю дроссельную обмотку.
Выпрямитель установлен на металлическую подвижную £>аму и закрыт кожухом из листовой стали. С передней стороны выпрямитель имеет дверцу, за которой расположены контактные зажимы для подключения сети и сварочных проводов, ручки пакетных переключателей, вольтметр и таблица регулирования выпрямленного напряжения. Включается выпрямитель кнопкой - Пуск» и магнитным пускателем.
Существенный недостаток выпрямителей ВС-300А и
 |
ВС-600М — большое число ступеней регулирования (ВС-300А — 24, БС-600М — 27 ступеней регулирования), плохое использование силового трансформатора, отсутствие дистанционного и плавного управления сварочным напряжением.
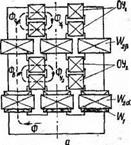
Выпрямитель ВСЖ-303 имеет трансформатор с магнитной коммутацией (рис. 20, о). Вторичная обмотка трансформатора состоит из двух частей — нерегулируемой с числом витков U?2a, расположенной вместе с первичной обмоткой с числом витков W-y у нижней части магнитопровода, н регулируемой с числом витков расположенной между средней и верхней частями магнитопровода, которые подмагннчиваются обмотками управления ОУ2 и ОУь питаемыми постоянным током. При подмагиичнвании верхней части магнитопровода переменный магнитный поток Ф замыкается через среднюю часть, и ЭДС создается только основной вторичной обмоткой трансформатора. Напряжение иа выходе трансформатора будет минимальным. При подмагиичи - ванни средней части магнитопровода переменный магнитный поток замыкается через его верхнюю часть,
ЗДС наводится в обеих частях вторичной обмотки. Напряжение трансформатора в этом случае максимально. При подмагничивании обеих частей получают любое промежуточное значение вторичного напряжения в пределах диапазона плавного регулирования.
Напряжение плавно регулируют (рис. 20, б) резистором R2, рукоятка которого вынесена на панель управления, и специальной схемой управления. Для расширения диапазона напряжений в выпрямителе предусмотрено ступенчатое регулирование (три ступени) изменением числа витков основной вторичной обмотки. Переключение отпаек вторичной обмотки осуществляется поворотным переключателем Q, установленным на передней стенке кожуха.
Выпрямительный блок VI состоит из шести кремниевых вентилей, собранных по трехфазной мостовой схеме. Внешние характеристики выпрямителя ВСЖ-303 пологопадающие с регулируемым наклоном.
Схема управления выпрямителя ВСЖ-303 состоит из узла коррекции (трансформатор тока Т2, вспомогательный выпрямительный блок V2, регулятор R1 наклона внешних характеристик), потенциометра регулятора R2 плавного регулирования напряжения, измерительного моста, бесконтактного реле и выходного усилителя. Схема управления обеспечивает стабилизацию выходного напряжения при колебаниях напряжения питающей сети и коррекцию наклона внешних характеристик выпрямителя. Меняя раздельно напряжение холостого хода..и наклон внешних характеристик, можно регулировать динамические свойства выпрямителя и тем самым сводить к минимуму разбрызгивание расплавленного металла при сварке. Наклон внешних характеристик может меняться в пределах 0,095...0,07 В/А.
Все узлы выпрямителя смонтированы на каркасе и закрыты кожухом' Клеммы лля подсоединения проводов питающей сети расположены на передней стенке шкафа и закрыты защитной крышкой, клеммы для подключения сварочного кабеля расположены на задней стенке.
На лицевую панель выпрямителя вынесены сигнальная лампа, кнопки «Пуск» и «Стоп», переключатель диапазонов и ручки потенциометров плавного регулирования напряжения и наклона внешних характеристик.
Сварочный выпрямитель ВДГ-303 имеет дроссель насыщения (рис. 21). Рабочее напряжение ступенчато ре* 4'Улйруется переключением Сбедийенйя первичных обмоток трехфазным пакетно-кулачковым переключателем SI. Соединению фаз первичной обмотки силового трансформатора Т треугольником с использованием отводов соответствует первая ступень регулирования рабочего
|
Рис. 21. Упрощенная электрическая схема выпрямителя В Д Г-303 |
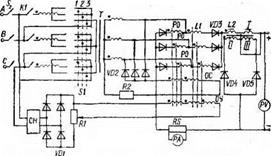
напряжения (максимальное напряжение), соединению первичных обмоток треугольником (без отводов) — вторая, соединению первичных обмоток звездой с использованием отводов — третья ступень регулирования. Рабочее напряжение внутри ступени плавно регулируется потенциометром, изменяющим силу тока намагничивания в обмотке управления ОУ дросселя насыщения RP.
Обмотка смещения ОС, питаемая от вспомогательного выпрямителя VD2, служит для расширения пределов регулирования сварочного напряжения. Обмотка управления ОУ дросселя насыщения L1 питается от переком - пенсированного стабилизатора напряжения СН через выпрямительный блок VD1.
При понижении напряжения сети напряжение на выходе стабилизатора увеличивается (н наоборот), что позволяет частично компенсировать изменения рабочего напряжения прн колебаниях напряжения сета. В выпрямителе ВДГ-303 применен стабилизирующий дроссель L2 специальной конструкции, обеспечивающий повышение стабильности сварочного процесса и бесступенчатое регулирование индуктивности в зависимости от режима сварки.
Выпрямительный блок ВДГ-303 выполнен по трехфазной мостовой схеме из шести кремниевых вентилей. Выпрямитель оборудован защитой от перегрузок: ветровым реле, тепловым реле, реле максимального тока, автоматическим включателем S2. Все узлы выпрямителя смонтированы на передвижной раме и закрыты кожухом.
На передней стенке кожуха расположены сигнальная лампа, кнопки «Пуск» и «Стоп», измерительные приборы (амперметр и вольтметр), штепсельный разъем для подключения пульта дистанционного управления и гнезда для подключения проводов. На задней стенке выпрямителя расположены автоматический выключатель, переключатель ступенчатого регулирования рабочего напряжения и разъем для подключения сетевого напряжения. В выпрямителе предусмотрена ниша для размещения блока управления сварочным полуавтоматом.
Внешние характеристики выпрямителя пологопадающие с повышенным напряжением холостого хода.
Тиристорный выпрямитель ВДГ-601 (табл. 11) является двухрежимным источником питания с жесткими
г

|
лей типа ВДГ и ВСЖ для механизированной сварки
размещения выпрямителей УЗ. |
внешними характеристиками. Он состоит из трансформатора с нормальным магнитным рассеянием, тиристорного выпрямительного блока, сглаживающего дросселя, вентилятора и блока аппаратуры управлении. Тиристорный блок имеет шестифазную кольцевую схему выпрямления.
Выпрямленное напряжение регулируется и стабилизируется в блоке фазового управления изменением угла поджигания тиристоров.
Выпрямитель ВДГ-601 позволяет (местно и дистанционно) настраивать рабочее напряжение для двух режимов сварки двумя потенциометрами. При сварке в различных пространственных положениях выпрямитель обеспечивает мгновенное переключение с одного режима сварки на другой (без изменения диаметра электродной проволоки).
Стабилизирующий дроссель выпрямителя ВДГ-601 имеет две ступени индуктивности, устанавливаемые предварительно и дистанционно, переключаемые в процессе сварки.
Универсальные выпрямители обеспечивают устойчивое горение дуги и стабильный режим при ручной и механизированной (в защитных газах и под флюсом) сварке. Внешние характеристики таких выпрямителей при ручной и сварке под флюсом имеют падающую форму, при сварке в защитных газах — жесткую или пологопадающую. Выпрямительный блок универсальных выпрямителей состоит из тиристоров. Электрические схемы выпрямителей предусматривают их быстрое переключе-
|
Таблица |
12. Техническая характеристика |
||
|
Параметры |
ВДУ-305 |
ВДУ-504-І |
|
|
Номниальная сила свароч-
|
ниє с Одного вида внешних характеристик на другой. Выпрямители обеспечивают плавное и дистанционное регулирование силы сварочного тока и напряжения, а также стабилизируют режим сварки при изменении напряжении питающей сети.
Промышленностью выпускаются выпрямители: ВДУ - 305 для ручной сварки штучными электродами и механизированной сварки в углекислом газе; ВДУ-504-1 для ручной сварки, сварки под флюсом и в среде защитных газов; ВДУ-1201 для сварки в среде защитных газов и под флюсом; ВДУ-505, ВДУ-506, ВДУ-601 для ручной
|
универсальных тиристорных выпрямителей типа ВДУ
размещения выпрямителей УЗ, |
|
|

|
|
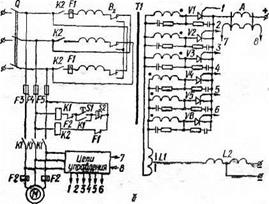
Рнс. 22. Универсальный выпрямитель ВДУ-504-1:
а — устройство; б — упрощенная электрическая схема; 1 — вен - тилятор; 2 — выпрямительный блок; 3— обмотки силового трансформатора; 4 — уравнительный реактор; 5 — магнитопровод; 6— автоматический выключатель; 7 — переключатель места регулирования; 8 — переключатель внешних характеристик; 9— потенциометр; 10—переключатель местного включения сварочного Тока; 11— аварийная кнопка «Стоп»; 12 — кнопка «Стоп»; 13 — кнопка «Пуск»; 14 — зажимы для подсоединения сварочных кабелей
сварки под флюсом и в углекислом газе, преимущественно для совместной работы с роботами и манипуляторами (табл. 12).
Универсальный выпрямитель ВДУ-504-І выполнен передвижным на колесах (рис. 22, а). Вся аппаратура управления расположена на выдвижном блоке.
На рис. 22, б приведена электрическая схема выпрямителя. Через автоматический выключатель Q и контактор К подается напряжение на трехфазный силовой трансформатор Т1 с нормальным магнитным рассеянием. Трансформатор преобразует сетевое напряжение в пониженное, которое затем выпрямляется вентильным блоком из шести тиристоров VI—V6, собранных по шестифазной схеме с уравнительным реактором L1. Стабилизирующий дроссель L2 сглаживает выпрямленное напряжение. С магнитного усилителя А сигнал обратной связи поступает в блок управления тиристорами (клеммы 7 и 5). Выпрямитель охлаждается вентилятором М и защищен от перегрузок тепловыми реле, от аварийных режимов — автоматическим выключателем Q, от радиопомех — фильтром из конденсаторов, от перенапряжений — цепочками из резисторов и конденсаторов. Схема управления выпрямителя защищена плавкими предохранителями.
При сварке в углекислом газе переключатель внешних характеристик на пульте управления устанавливают в положение «Жесткие». Для повышения сварочного напряжения первичные обмотки трансформатора соединяют по схеме треугольника, для понижения — по схеме звезды. Одновременно пакетно-кулачковым переключателем уменьшают индуктивность стабилизирующего дросселя. Напряжение плавно регулируют потенциометром и схемой управлення, изменяя угол управления тиристоров.
При ручной сварке переключатель внешних характеристик устанавливают в положение «Крутопадающие». При этом первичные обмотки трансформатора соединяют по схеме треугольника, а дроссель в цепи выпрямленного тока имеет максимальную индуктивность. Плавно регулируют силу тока тем же потенциометром, которым настраивают напряжение при сварке на жёстких характеристиках.
Включать и регулировать силу сварочного тока и напряжение выпрямителя можно с места и дистанционно выносным пультом. Принцип регулирования режима н формирований внешних характеристик поясняет блОК - схёма выпрямителя ВДУ-504-1 (рис. 23).
При механизированной сварке напряжение плавно регулируется блоком задания напряжения — тока. Сигнал задания через блок сравнения поступает на блок
|
|

фазового управления, который формирует управляющие импульсы и подает нх в необходимой последовательности на тиристоры. При увеличении напряжения задания уменьшается угол управления тиристоров, а поэтому увеличивается сварочное напряжение.
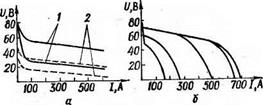
Благодаря силовому трансформатору с нормальным рассеянием выпрямитель обладает естественными пологопадающими внешними характеристиками. Для получения более жестких, к тому же независимых от колебания напряжения сети, характеристик используют обратную связь по выпрямленному напряжению. Сварочное напряжение с датчика и напряжение задания сравниваются в блоке сравнения. Разность этих напряжений поступает в блок фазового управления. При снижении сварочного напряжения угол управления тиристоров уменьшается, и выпрямленное напряжение увеличивается (рис. 24, а).
Для получения крутопадающих внешних характеристик в схему управления тиристорами вводят обратную связь по току сварочной дуги следующим образом. Напряжение от датчика, пропорциональное сварочному току, сравнивается с напряжением задания, и их разность подается в блок фазового управления. При отрицательной связи угол управления тиристорами с ростом силы тока увеличивается, в результате чего выпрямлен* ное напряжение, подаваемое на дугу, снижается. Так,- с помощью тиристоров и блока управления из естественных пологопадающих характеристик силового трансформатора получают искусственные крутопадающие внешние характеристики выпрямителя (рис. 24, б).
|
Рис. 24. Внешние характеристики выпрямителя ВДУ-504-1: а — для механизированной сварки; 6 — для ручной сварки; /, 2 — подключение обмоток треугольником и звездой |
Все тиристорные выпрямители имеют однокорпусное исполнение. Выпрямители ВДУ-305, ВДУ-504-1, ВДУ - 506, ВДУ-601 на колесах, ВДУ-505, ВДУ-1201—стационарные.
Выпрямители ВДУ-504-1, ВДУ-506, ВДУ-601, ВДУ - 1201 имеют иишу для размещения блока управления сварочным полуавтоматом или автоматом и трансформатор для питания цепей управления и подогревателя газа.
В схему сварочных выпрямителей ВДУ-505, ВДУ-506, ВДУ-601 введен специальный узел, обеспечивающий избирательное форсированное зажигание дуги для различной протяженности и положения швов в пространстве, и применен стабилизирующий дроссель, обеспечивающий бесступенчатое автоматическое изменение индуктивности в сварочной цепи в зависимости от режима сварки. Это обусловлено тем, что при работе с роботами и манипуляторами предъявляются повышенные требования к таким технологическим свойствам источника, как надежность начального зажигания дуги, устойчивость процесса сварки во всех пространственных ррдрдеенци},
Многопостовые выпрямители предназначены для питания нескольких сварочных дуг одновременно. Их используют там, где сварочные посты расположены на небольшом расстоянии друг от друга.
Для ручной дуговой сварки, а также для питания установок при сварке под флюсом разработаны многопостовые сварочные выпрямители ВДМ-1001 и В ДМ - 1601.
Выпрямитель ВДМ-1001 (рис. 25) выполнен на базе трехфазного понижающего трансформатора Т с нормальным магнитным рассеянием, благодаря чему его внешняя характеристика имеет жесткую форму, необходимую для многопостового питания. Первичная обмотка трансформатора имеет отпайки, позволяющие переключателем Q2 повышать вторичное напряжение при падении сетевого напряжения. Схема выпрямления — шестифазная кольцевая. В каждой фазе параллельно включены два кремниевых вентиля. В шестифазной схеме каждый вентиль работает лишь 1/6 часть периода, т. е. вдвое меньше, чем в трехфазной мостовой схеме. Поэтому шестифазную схему вместе с ее разновидностями
|
Рис. 25. Электрическая схема многопострвогр выпрямителя В ДМ-100) |
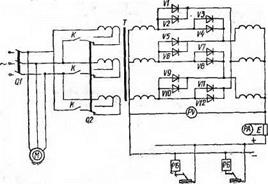
(шестифазной с уравнительным реактором и Шестифазной кольцевой) используют в мощных, в том числе многигостовых выпрямителях. Блок вентилей VI—V12 соединен с трансформатором тинами. В выпрямителе Предусмотрена защита от перегрузок: автоматический
выключатель Q1, тепловые реле, плавкие предохранители, защитные цепочки R—С, реле контроля вентиляции.
Все узлы выпрямителя смонтированы в шкафу, имеющем две закрывающиеся на ключ двери с электрической блокировкой. Блок управления находится на передней стенке в верхней части кожуха выпрямителя. На блоке управления расположены амперметр РА и вольтметр PV для контроля за выпрямленным Током и напряжением, кнопки «Пуск» и «Стоп» н сигнальная лампа, указывающая о наличии напряжения на выпрямителе.
Перед пуском выпрямителя переключатель Q2 следует установить в положение «Напряжение номинальное» или положение «Напряжение пониженное», после чего закрыть двери.
|
Таблица 13. Техническая характеристика многопостовых выпрямителей для ручной сварки и сварки под флюсом
|
Выпрямитель включают в такой последовательности: замыкают сетевой рубильник, затем включают автоматический выключатель, расположенный на боковой стенке выпрямителя, при этом загорается сигнальная ламва. Пуск следует производить вхолостую при отключенной нагрузке. Выключают выпрямитель (без размыкания автоматического выключателя) нажатием кнопки «Стоп».
Выпрямитель ВДМ-1001 обеспечивает питание до семи, а ВДМ-1601—до девяти сварочных постов ручной дуговой сварки при силе тока каждого из них 315 А (табл. 13).
Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты — РБ (набор сопротивлений). При включении сварочной дуги последовательно с балластным реостатом появляется возможность независимо регулировать силу сварочного тока каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при рурной сварке крутопадающую внешнюю характеристику.
Балластные реостаты рассчитаны на силу тока 200, 315 и 500 А. Реостаты позволяют ступенчато регулировать силу сварочного тока через каждые 6—10 А.
Техническая характеристика балластного реостата РБ-302:
 Номинальная сила сварочного тока, А, при ПН—60 % . , . .
Номинальная сила сварочного тока, А, при ПН—60 % . , . .
Сопротивление, Ом:
наименьшее, не более. наибольшее, не менее.
Пределы регулирования силы тока, А Разность токов соседних ступеней, А Размеры (длина X ширина X высота), мм
Масса, кг, не более...................................
Многопостовой сварочный выпрямитель ВМГ-5000 предназначен в основном для питания сварочных постов в среде углекислого газа. Выпрямитель имеет жесткую внешнюю характеристику в собран по двойной трехфазной схеме выпрямления с уравнительным реактором с использованием неуправляемых вентилей В200.
Первичная обмотка силового трансформатора выпрямителя ВМГ-5000 соединена в звезду и секционирована,
что позволяет получать пять значений выходного напряжения.
Выпрямитель ВМГ-5000 рассчитан на длительную работу с принудительным иодяиым охлаждением. Выпрямитель подключают к магистральным алюминиевым шинопроводам, разведенным по цеху. Шинопровод может иметь два плеча длиной до 75 м, к каждому из которых подключают по 15 сварочных постов силой тока до 315 А.
Напряжение иа дуге сварочного поста при многопостовой сварке в углекислом газе регулируют балластными реостатами РБГ-302, включенными последовательно с дугой. Реостат РБГ-302 позволяет получать 20 ступеней напряжения при сохранении пологопадающей внешней характеристики, необходимой для саморегулироиа - ния и устойчивого горения дуги при сварке полуавтоматами с постоянной скоростью подачи проволоки. Кроме того, для уменьшения разбрызгивания расплавленного металла в цепь каждого поста последовательно с балластным реостатом необходимо включить дроссель, например ДР-301, имеющий две ступени индуктивности {0,76 МГи и 0,2 МГв).
Выпрямитель ВМГ-5000 может быть использован также для ручной сварки и сварки под флюсом. В этом случае сварочные посты подключают через балластные реостаты РБ-302 и РБ-502.
 Техническая характеристика выпрямителя ВМГ-5000: Номинальная сила выпрямленного
Техническая характеристика выпрямителя ВМГ-5000: Номинальная сила выпрямленного
Многопостовой тиристорный сварочный выпрямитель с универсальными характеристиками ВДУМ 4x401 состоит из общего силового трансформатора, четырех независимых силовых тиристорных выпрямителей, блоков фазового управления и дросселей в цепи выпрямленного
 |
,Для дуговой сварки применяются инверторные источники питания. Благодаря принципиально новой конструкции эти источники обладают массой и габаритами в 6—9 раз меньшими, чем выпускаемые ранее. Они имеют коэффициент мощности 0,95...0,98, более высокий КПД, высокие динамические свойства. На рис. 26 приведена блок-схема инверторного источника 'Питания для дуговой сварки. Переменное напряжение питающей сети поступает на низкочастотный выпрямитель НВ и после выпрямления преобразуется инвертором ИНВ в пере-
 |
меиное напряжение повышенной частоты 1...20 кГц. Силовой трансформатор Т включен между инвертором и выходным неуправляемым высокочастотным выпрямителем ВВ Трансформация осуществляется на повышенной частоте, что позволяет существенно снизить размеры силового трансформатора.
Формирование внешних характеристик и регулирование сварочного режима осуществляется системой управления блока обратных связей БОС.
 |
Благодаря небольшой массе и размерам инверторные источники широко применяются при производстве строительно-монтажных работ. На рис. 27 приведена упрощенная принципиальная схема тиристорного инверторного источника тока. Входной мост и фильтр выполнены на диодах VI — V6, дросселе L1 и электролитических конденсаторах Cl, С2. Инвертор содержит коммутнру-
 |
ющие конденсаторы СЗ, С4, катушку индуктивности L2, тиристоры V7, V8 и обратные диоды V9, V10. Первичная обмотка трансформатора Т подключена к точкам 1—1'. Вторичная обмотка трансформатора через выходной выпрямитель (диоды VII—V13) и фильтр L3 под-
ключена к сварочной дуге. Внешние характеристики инверторного источника тока (рис. 28) позволяют гибко управлять процессом сварки. Система регулирования режима сварки, воздействующая на частоту запуска инвертора, позволяет получать необходимые жесткие или падающие внешние характеристики.
Ниже приведена техническая характеристика экспериментального универсального инверторного источника тока конструкции ВНИИЭСО;
 Номинальная сила сварочного тока. А,
Номинальная сила сварочного тока. А,
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ