Типы вторичных контуров контактных машин
 27 апреля, 2016
27 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Первый тип вторичного контура — двухсторонний контур. При помощи такого контура сварочный ток подводится с двух сторон детали одной или несколькими парами встречно расположенных электродов при многоточечной сварке (рис. 5.6). Достоинством двух-
|
Рис. 5.6. Схемы вторичных контуров с двухсторонним подходом: а — для сварки одной точки; б — для сварки пакета; в, г — для одновременной сварки нескольких точек одним последовательным током или несколькими параллельными соответственно |
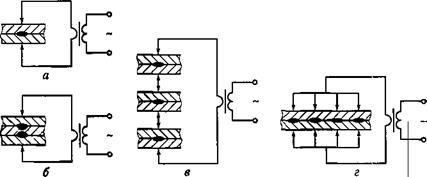
стороннего пэдхода к месту сварки является простота организации сжатия деталей, минимальное шунтирование тока, возможность сварки деталей больших толщин или пакетной сварки, возможность многоточечной сварки при параллельном и последовательном пропускании тока (рис, 5,6, б, в). Этот тип по своей конфигурации и размерам отличается большим разнообразием и является основным для стационарных контактных тачечных машин.
і Недостатком двухстороннего подхода является невозможность сварки при закрытом подходе с другой стороны детали; сложность и большая протяженность вторичного контура. Для предотвращения прогиба опорной части вторичного контура требуемся большая ее ж їсткость.
![]()
Второй тип вторичного контура — односторонний контур. П|] таком контуре сварочный ток подводится с одной зтороны дет; одной или несколькими парами параллельно расположенных эл$ тродов (рис. 5.7, а). Этот тип контуров весьма экономичен основном используется в многоэлектродных котлетных машині при сварке щ остранственных тонкостенных конс трукций
![]() Достоинстзом одностороннего подхода является возможно^' сварки одной парой электродов одновременно двух точек; в можность сва эки деталей при закрытом подходе с обратной стогі* ны детали при минимальной длине вторичного контура и устам вочной мощности контактной машины, в 2 — 3 раза меньшей, при двухсторонней схеме. Односторонний подход к деталям зволяет использовать пистолетную (рис. 5.7, б) и многоточечна сварки одним током по последовательной схеме, которая эко* > мйчнее многс точечной сварки по параллельной схеме пропущу ния тока (рис. 5.7, в, г).
Достоинстзом одностороннего подхода является возможно^' сварки одной парой электродов одновременно двух точек; в можность сва эки деталей при закрытом подходе с обратной стогі* ны детали при минимальной длине вторичного контура и устам вочной мощности контактной машины, в 2 — 3 раза меньшей, при двухсторонней схеме. Односторонний подход к деталям зволяет использовать пистолетную (рис. 5.7, б) и многоточечна сварки одним током по последовательной схеме, которая эко* > мйчнее многс точечной сварки по параллельной схеме пропущу ния тока (рис. 5.7, в, г).
 |
Недостатком одностороннего подхода является повышенное шунтирование тока, ограниченный диапазон свариваемых толщин и материалов, сложность организации сжатия деталей, удвоенный расход электродов.
; Рис. 5.7. Схемы вторичных контуров с односторонним подходом:
a - j - классическая; б— пистолетная; в — многотрансформаторная; г — однотрайс-
форматорная с одновременной сваркой нескольких точек одним последова-
тельным током
Рис. 5.8, Схемы вторичного контура для шовной сварки со скользящими
контактами:
а — с четырехколодочным поджимом; 6 — с одноколодочным поджимом; 1 —
электрод-ролик; 2 — токоведущий вал; 3 — скользящие контакты
Третий тип вторичного контура — контуры с подвижными контактами для шовных машин. Такой контур (рис. 5.8) требует специальных приемов для снижения сопротивления в подвижном контакте (смазывание электропроводными маслами, упругое поджатое), специальных приводов для организации малооборотного регулируемого вращения электродов-роликов и особых устройств для водяного охлаждения вращающихся элементов вторичного контура.
Четвертый тип вторичного контура — гибкий водоохлаждаемый контур для подвесных контактных машин. Такой контур отличается большой длиной и гибкостью для возможности перемещения сварочных клещей вслед за транспортером с деталью (см. рис. 2.7). Для предотвращения электродинамических рывков между прямым и обратным токоподводами, а также уменьшения установочной мощности за счет снижения индуктивного сопротивления прямой и обратный токоподвод помещают в общий рукав (см. рис. 2.5 и рис. 5.9) или рукава стягивают воздушным шлангом с малым шагом (см. рис. 2.7, 6). Контуры четвертого типа длиной 2... 3 м и сече-
|
Рис. 5.9. Схема однорукавного биполярного токоподвода: 1, 6 — разнополярные полунаконечники; 2 — рукав; 3 — минусовая жила; 4 — центральная плюсовая жила; 5 — изолятор |

 |
|
|
|
|
|
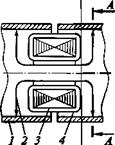

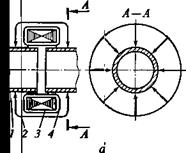
Рис. 5.11. Вторичный контур для контакт-
ной шовной сварки встык продольных
швов труб:
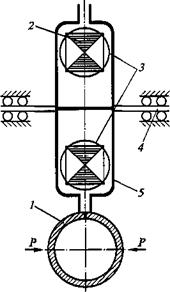 1 — труба; 2 — трансформатор; 3, 5 — пер-
1 — труба; 2 — трансформатор; 3, 5 — пер-
вичная и вторичная обмотки трансформатора
соответственно; 4 — привод вращения; Р —
усилие сжатия стыка трубы
стык свариваемой трубы. Основное достоинство такого контура — в минимальном индуктивном сопротивлении, что позволяет при сварочном токе 100 000 А обходиться сравнительно небольшой мощностью 650 кВ - А, обеспечивая тем самым высокие эксплуатационные характеристики машины.
Контуры, соединенные по контро - фазной схеме, представляют собой два односторонних контура, каждый из которых со своим трансформатором размещен по разные стороны от свариваемых деталей, при этом подключение трансформаторов производят по контрофазной (пуш - пульной) схеме (рис. 5.12). В этом случае токи шунтирования минимальны, что позволяет сваривать при одностороннем подводе тока детали большой толщины.
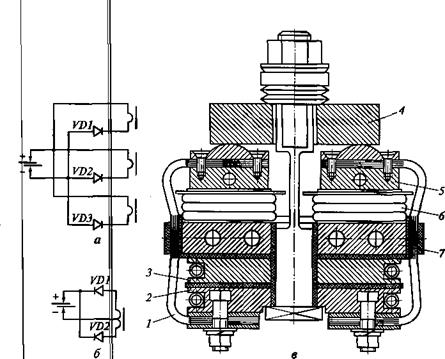
Вторичные контуры для сварки на постоянном токе — это контуры первых четырех типов (рис. 5.13), содержащие в своей цепи мошный выпрямительный блок. Выпрямление сварочного тока во вторичном контуре позволяет снизить потребляемую мощность за счет уменьшения индуктивного сопротивления сварочного контура в 5 — 8 раз, при этом существенно снижаются электродинамические рывки, разрушающие гибкие элементы вторичного контура, подавляются выплески металла при точечной сварке, повышается стойкость электродов, существенно уменьшается воздей-
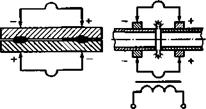 Рис. 5.12. Специальные вторичные
Рис. 5.12. Специальные вторичные
контуры контактных машин;
а — контрофазные; 6 — расщепленные
на две части
 |
 цика электромагнитного излучения. Контактные х энного тока имеют широкие технологические возії мпульсы постоянного тока, достигающие 150 кА, эльзовать их для сварки крупногабаритных изделий зов, нержавеющих, малоуглеродистых сталей и ти - >в с широким диапазоном толщин. Повышение ус - зыплескам позволяет производить сварку с мень - « усилием, что важно для повышения износостой - ов и получения прецизионного бесследного соеди- ность удлинения вторичного контура без одновре - ения установочной мощности машины позволяет орматор от места сварки и тем самым уменьшить тоновки, облегчить ремонтопригодность МНОГОТ0-
цика электромагнитного излучения. Контактные х энного тока имеют широкие технологические возії мпульсы постоянного тока, достигающие 150 кА, эльзовать их для сварки крупногабаритных изделий зов, нержавеющих, малоуглеродистых сталей и ти - >в с широким диапазоном толщин. Повышение ус - зыплескам позволяет производить сварку с мень - « усилием, что важно для повышения износостой - ов и получения прецизионного бесследного соеди- ность удлинения вторичного контура без одновре - ения установочной мощности машины позволяет орматор от места сварки и тем самым уменьшить тоновки, облегчить ремонтопригодность МНОГОТ0-
] лияние на энергетические характеристики вторич - I іашин постоянного тока, кроме схемы выпрямле - параметры применяемых диодов и конструктивное
выполнение фазных цепей, определяющие их активное и индуктивное сопротивления. Главное требование, предъявляемое к диодам, — максимальный ток нагрузки при минимальном прямом падении напряжения. Для контактных машин были разработаны специальные диоды типа Д143-2 000 (средний ток 2000 А и прямое падение напряжения менее 1,4 В при амплитуде тока 6 000 А) и Д253-4000 (средний ток 4 000 А и прямое падение напряжения менее 1,4 В при амплитуде тока 12 500 А). Диоды имеют низкое динамическое сопротивление в диапазоне 25... 40 мкОм. При времени включения 1 с и ПВ = 20 % шестифазный выпрямитель на шести диодах Д253-4000 обеспечивает питание машины с номинальным током 25 кА для сварки сталей и 40 кА — для сварки алюминиевых сплавов. Все шесть диодов такого выпрямителя устанавливаются на общем групповом охладителе. Для питания более мощных машин применяют выпрямитель, содержащий по два диода в фазе.
Вторичные контуры постоянного тока, снабженные инвертором повышенной частоты со стороны первичной обмотки, позволяют в 10 раз снизить массу и габариты классических сварочных трансформаторов и таким образом снять проблему оснащения роботов и робототсхничсских комплексов легкими мощными пистолетами и клешами со встроенными трансформаторами для сварки на постоянном токе,
 |
В качестве вторичного контура используется сама деталь в виде замкнутого кольца обечайки, диска (рис. 5.14). Такое решение позволяет исключить классический вторичный контур из медных сплавов и полностью избавиться от токов шунтирования. Основной недостаток бесконтурной схемы — сложность обеспечения
гкой конструкции магнитопровода сварочного трансформато-
![]()
ед сваркой каждой детали часть магнитопровода йеобходимо раскреплять, разнимать, вставлять в него деталь, со - Єиріть и закреплять магнитопровод вновь, что приводит к быстрому его разрушению.
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ