
ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ. В ЗАЩИТНЫХ ГАЗАХ
 29 июня, 2016
29 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov 15.1. Особенности сварки в защитных газах
Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного металла от вредного влияния воздуха защитными газами, обеспечивающими физическую изоляцию металла и зоны сварки от контакта с воздухом
и заданную атмосферу в зоне сварки. Используют инертные и. наивные защитные газы (см. § 9-4).
 |
 |
При дуговой сварке применяют два основных способа газовой защиты: местную и общую в камерах (сварка в контролируемой среде). Наиболее распространенной является струйная местная защита в потоке газа, истекающего из сопла сварочной горелки. Качество струйной защиты зависит от конструкции и размеров сопла 1, расхода защитного газа и расстояния L от среза сопла А-А до поверхности свариваемого материала. В строении газового потока различают две области (рис. 15.1): ядро струи 2 и периферийный участок 3. При истечении в окружающую воздушную среду в ядре потока 2 сохраняются скорость и состав газа, имеющиеся в сечении А-А на срезе сопла. Периферийная же часть потока 3 представляет собой область, в которой защитный газ смешивается с окружающим воздухом, а скорость в любом сечении по длине потока изменяется от первоначальной (имеющейся на срезе сопла) до нулевой на внешней границе струн. Поэтому надежная защита металла может осуществляться только в пределах ядра потока. Чем больше высота Н этого участка, тем выше его защитные свойства. Максимальная высота И наблюдается при ламинарном истечении газа из сопла. При турбулентом характере истечения газа такое строение потока нарушается и защитные свойства его резко падают. Характер истечения зависит от конфигурации проточной части сопла, его размеров и расхода газа. На практике применяют
три вида сопл: конические, цилиндрические и профилированные (рис. 15.2).
Расход защитного газа выбирают оптимальным для обеспечения истечения струи, близкого к ламинарному. Для улучшения струйной защиты на входе в сопло в горелке устанавливают мелкие сетки, пористые материалы и т. п., позволяющие дополнительно выравнивать поток газа на выходе из сопла. При сварке со струйной защитой возможен подсос воздуха в зону сварки. Для улучшения и увеличения области защиты, особенно при сварке активных материалов, к соплу горелки крепят дополнительные колпаки-приставки.
 |
Наиболее эффективной является общая защита в камерах с контролируемой средой. Камеры заполняют инертным газом высокой чистоты под небольшим избыточным давлением (0,005—0,01 МПа), В камере располагаются свариваемое изделие и сварочное оборудование (автомат). Сварку производят внутри камеры изо-
|
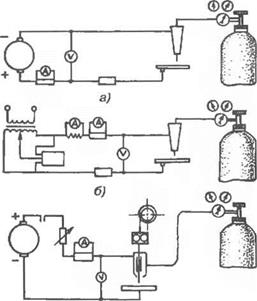
в) Рис. 15.3. Схемы постов для сварки в защитных газах: а — н(.“Плавящимся электродом в инертных газах на постоянном токе прямой полярности, б—то же. на переменном гоке. »— плавящимся электродом на постоянном гоке обратной полярное і и |
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ