СХЕМА УПРАВЛЕНИЯ МАШИН
 6 июня, 2016
6 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov 1. Структурная схема станции управления
Схема управления машин постоянного тока обеспечивает простые и сложные циклы сварки с несколькими импульсами сварочного тока и переменным усилием электродов. Практически может быть задан лю - 5—742 65 бой цикл, необходимый при KOHtaKtuoft сварке. Сварочный ток регулируется в отношении 1 :3, его установленное значение стабилизируется при колебаниях Напряжения питающей сети. Регулируется скорость нарастания тока. Включение двух или трех импульсов тока разной величины без пауз позволяет получить импульс тока сложной формы. Предусмотрена быстродействующая электронная защита вентилей от недопустимой перегрузки по току. Отсчет времени всех операций цикла сварки производится дискретно в периодах напряжения питающей сети.
Структурная схема станции управления машины постоянного тока приведена на рис. 22. Характерная особенность схемы заключается в том, что счетчик 1—7 задает полное время цикла сварки, а не последовательно времена отдельных операций и сбрасывается в исходное положение один раз по окончании цикла. Работа счетчика не зависит от сложности и последовательности операций выбранного цикла сварки. Рабочие элементы машины (силовые электрические вентили, электропневматические клапаны, электрогидр авлические золотники, электромагнитная муфта) управляются триггерами, подключаемыми к счетчику независимо друг от друга с помощью переключателей. Положение переключателей определяет моменты переключения триггеров, т. е. включение и выключение рабочих элементов машины. Установка переключателя какого-либо триггера в положение «выключено» исключает из цикла сварки работу управляемого им исполнительного элемента, т. е. соответствующую операцию. Если какой-либо исполнительный элемент машины должен включаться несколько раз за цикл сварки, то к нему подключаются выходы нескольких - триггеров.
Таким образом, состав наиболее 'Сложного цикла сварки определяется количеством независимых триггеров, имеющихся в станции управления, а максимальное число операций может быть вдвое больше числа триггеров. Благодаря такому построению схемы при выборе режима сварки возможна установка любой последовательности подачи команд на рабочие элементы машины, что обеспечивает выбор оптимальных циклов сварки для всей номенклатуры сва - 66
|
Рис. 22 |
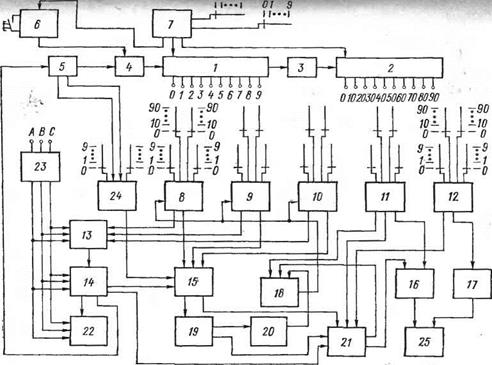
риваемых металлов и сплавов. Кроме того, в некоторых случаях возможно устранение влияния инерционности исполнительных элементов путем подачи команды на включение или выключение их заблаговременно. Отсутствие многократного сброса счетчика импульсов в течение цикла сварки повышает надежность работы схемы по сравнению со схемами регуляторов цикла с последовательным отсчетом времени - операций.
В схеме на рис. 22 три триггера 8, 9 и 10 включают три импульса тока, каждый из которых имеет независимую регулировку по амплитуде и длительности. При включении триггеры воздействуют на ключевой усилитель 15, подающий отпирающие импульсы от блока формирования на силовые управляемые вентили. Одновременно триггеры подают сигнал на соответствующий вход блока 13 регулирования фазы отпирающих импульсов, который, в свою очередь, подает сигнал на вход формирователя импульсов 14. Триггеры 11 и 12 управляют клапанами привода сжатия электродов 25 через выходные усилители 16, 17. Для предотвращения подъема электрода во время прохождения тока введена блокировка, выключающая с помощью усилителя 18 все триггеры тока одновременно с подачей триггером 11 команды на подъем электрода.
'В блок силовых управляемых вентилей 19 входят трансформаторы тока, включенные в линейные провода питающей сети. Сигнал с этих трансформаторов поступает на блок защиты 20, который через усилитель 18 выключает все триггеры тока в случае, если линейный ток превысит заданное значение. Кроме того, в блоке силовых управляемых вентилей имеются трансформаторы с ферритовыми магнитопроводами, в которых возникают импульсы напряжения при включении каждого управляемого вентиля. Импульсы поступают в блок контроля 21, который выключает триггеры тока в случае, если количество импульсов превышает установленное значение, и запрещает - дальнейшую - работу машины, если количество импульсов отличается от заданного. В схеме предусмотрена модель 22 си ового выпрямителя. На управляемые вентили схемы ;Модзгщ. нагруженные на стре-
Р?
лочный прибор, подаются импульсы напряжения с формирователя 14. По показаниям стрелочного прибора можно судить о значении напряжения силового выпрямителя машины, что облегчает настройку режима сварки и позволяет в производственных условиях проверить. работу автоматической стабилизации с помощью блока имитации 23 изменения напряжения питающей сети.
Рассмотренная структурная схема положена в основу станций управления всех выпущенных нашей промышленностью контактных машин постоянного тока. В настоящее время выпускаются машины с тремя типами станций управления. Более простая станция управления типа СУВ-ЗХ'140 [6] к машине МШВ-6301 не содержит блока контроля, а триггер 11 выполняет в ней две функции в зависимости от режима работы машины. При работе машины в режиме шовной сварки триггер 11 управляет электромагнитной муфтой привода шагового вращения роликов и задает размер «шага», а усилитель 16, управляющий клапаном подъема электрода, подключается к блокировочному триггеру 6, так как подъем и опускание электрода производятся один раз в начале и по окончании шва.
Более сложные станции управления СУ-7 к машине МТВ-8001 и СУ-5 к машине МТБ-16001, кроме блока контроля, содержат еще дополнительный триггер пульсаций 24, позволяющий разделить каждый импульс сварочного тока на ряд отдельных. импульсов. Сигнал от основных триггеров тока 8, 9 к 10 подается на ключевой усилитель 15 при участии триггера 24, который делит общее заданное время включения тока на более малые времена импульсов и пауз. Станция СУ-5 содержит два блока формирования импульсов 14 для управления шестью управляемыми вентилями машины.
Управление сварочным током осуществляется с помощью трех силовых управляемых вентилей, включенных последовательно с первичными обмотками трехфазного сварочного трансформатора. Для. вклю-
чения этих вентилей необходимо подавать на них соответственно три импульса напряжения, сдвинутых относительно друг друга на 120°. Для обеспечения регулирования и стабилизации сварочного тока фаза импульсов должна изменяться на 90° переключателями настройки режима сварки. При изменении напряжения питающей сети на ±10% от номинального фаза импульсов должна автоматически изменяться на такой угол, чтобы заданное значение сварочного тока сохранялось неизменным с точностью ±2,5%. В случае применения в качестве силовых управляемых вентилей тиристоров, необходимо, чтобы фронт отпирающих импульсов был достаточно крутым.
В схему управления сварочным током входят блоки 13, 14, 15, 19, 22, 23 по структурной схеме рис. 22. Принципиальная схема блока формирования импульсов приведена на рис. 23. Три одинаковых формирователя импульсов Ф1, Ф2 и ФЗ формируют импульсы напряжения в обмотках выходных импульсных трансформаторов ТрИ1, ТрИ2 и ТрИЗ. Фаза каждого импульса определяется фазой входного переменного напряжения, подаваемого с обмотки вспомогательного трансформатора на базу транзистора ТЗ (точки 1 и 4) формирователя, и значением входного постоянного напряжения, общего для всех формирователей, подаваемого к точкам 7 и 4. Переменные напряжения находятся в фазе с тремя линейными напряжениями сети. Транзистор ТЗ открыт в течение половины периода при одной полярности переменного напряжения на базе и закрыт вторую половину периода при обратной полярности напряжения. Конденсаторы С4, С5 и С6, подключенные к точкам 5 и 4 формирователей, зашунтированы открытыми транзисторами одну половину периода и заряжаются от источника постоянного питающего напряжения через переменные резисторы R1, #2, R3 и коллекторные постоянные резисторы транзистора ТЗ. Постоянные времени заряда с помощью переменных резисторов устанавливаются одинаковыми так, чтобы за половину периода переменного напряжения конденсаторы успевали зарядиться приблизительно до 1/4 напряжения питания. Затем при открывании соответствующего транзистора конденсатор быстро разряжается. В результате 70
напряжения на конденсаторах С4, С5 и Сб имеют пилообразную форму с амплитудой 10—12 В (рис.24).
Пилообразное напряжение повторяется на эмит - терном резисторе транзистора Т2 и подается на базу транзистора Т1 через резистор R4, включенный между точками 6 и 4. К этому резистору через разделительный диод, подключенный к точкам 6 я 7, прикла-
|
Рис. 24 |
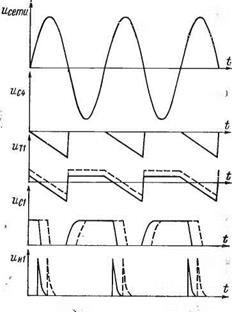
дывается. постоянное входное напряжение. Напряжение иті между базой и эмиттером транзистора Т1 представляет собой разность постоянного напряжения, запирающего транзистор, и напряжения пилообразной формы. В момент их равенства транзистор Т1 открывается, и в обмотке трансформатора ТрИ1 появляется импульс напряжения ит. (Аналогично с соответствующим сдвигом по фазе формируются импульсы напряжения в обмотках трансформаторов ТрИ2 и ТрИЗ.) Для увеличения крутизны фронта импульса напряжения одна из обмоток каждого 72
-• трансформатора. подключена к базовой цепи транзистора и осуществляет положительную обратную связь, і! Коллекторная цепь транзистора Т1 питается от соот - 7“ ветствующего конденсатора С1, С2 или СЗ, заряжае - • мого в нерабочие полупериоды от обмотки соотзетст - t вующего вспомогательного трансформатора через? диод и резистор, подключенные к точкам 10 и 12 фор - v мирователя. Значение и длительность импульсов напряжения, возникающих в обмотках трансформато - ■ ров, определяются энергией, запасенной в конденса - I торах. После разряда конденсатора (исх на диаграмме [ рис. 24) ток в транзисторе прекращается. Меняя зна - [ чение постоянного напряжения, подводимого к точкам 7 и 4, можно изменять момент отпирания тран - ' зистора Г/, т. е. фазу импульсов в обмотках транс - I форматоров.
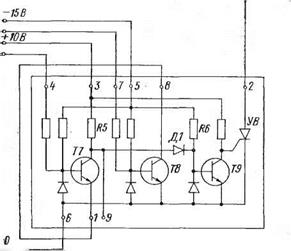
С выходных обмоток трансформаторов ТрИ1— [ ТрИЗ сформированные импульсы подаются на базы Г трех транзисторов Т4—Тб ключевого усилителя (рис. 25). В коллекторные цепи транзисторов вклю - [ чены первичные обмотки выходных трансформаторов ТрИ4—ТрИб, со вторичных обмоток которых импуль - | сы подаются при открывании ключевого усилителя j на управляющие электроды силовых управляемых f вентилей. Транзисторы усилителя получают питание | через управляемый вентиль УВ, управляющий электрод которого при отсутствии входного сигнала на усилителе зашунтирован транзистором T9. Транзистор T9 открыт положительным напряжением, поданным на его базу от источника питания (точка 5) через резистор R5 и диод Д/. При одновременной подаче положительных сигналов на базы входных ■транзисторов Т7 и Т8 (точки 4 и 7) последние открываются и снимают положительное напряжение с базы транзистора T9, который закрывается отрицательным напряжением смещения, подаваемым на его базу от точки 5 через резистор R6. При этом появляется положительное напряжение на управляющем электроде управляемого вентиля УВ, через который питаются транзисторы Т4—Тб с выходными трансформаторами. Положительный сигнал на первый вход усилителя поступает с одного из триггеров тока, а на второй вход — с триггера пульсаций. В случае работы без
|
<*>--- + 40 В Рис. 25 |
|
|
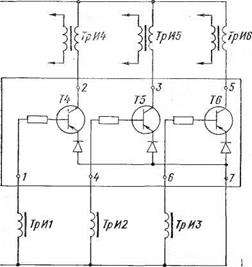
АуЛьсаций сигнал на второй вход усилителя поДаеїсл постоянно.
Триггеры тока одновременно с сигналом на ключевой усилитель подают сигнал на соответствующие входы блока регулирования фазы отпирающих импульсов (рис. 26), от которого установленное постоянное напряжение поступает на формирователи импульсов. Значение этого напряжения, соответствующее основному импульсу сварочного тока, задается сдвоенным переключателем В1, подключенным к двум наборам резисторов R4—R14 и R16—R25, на которые подано выпрямленное напряжение, пропорциональное напряжению питающей сети. Напряжение на одном наборе резисторов R16—R25 стабилизировано с помощью стабилитрона Д1. Поэтому все приращения напряжения за счет колебаний напряжения сети выделяются на другом наборе резисторов R4—R14.
На вход формирователя импульсов подается напряжение с движков переключателя В1, т. е. падение напряжения на части наборов резисторов, включенной между движками. Первое положение переключателя соответствует минимальному сварочному току, т. е. максимальному напряжению между движками. Одиннадцатое положение переключателя соответствует максимальному сварочному току, . т. е. минимальному напряжению между движками. Необходимое значение напряжения в обоих случаях устанавливается при настройке станции с помощью переменных резисторов R15 и R26. С. помощью переменного резистора R3 устанавливается интенсивность изменения снимаемого напряжения при колебаниях напряжения питающей сети, т. е. интенсивность работы автоматической стабилизации.
При установке максимального -сварочного тока и понижении напряжения сети от номинального, что соответствует работе силового выпрямителя при малых углах регулирования, интенсивность работы автоматической стабилизации в связи с косинусоидальной зависимостью выпрямленного напряжения о г угла регулирования должна быть больше, чем во всех остальных случаях. Это достигается включением последовательно с набором резисторов R4—R14 дополнительного резистора R2 и транзистора Т1. Движок
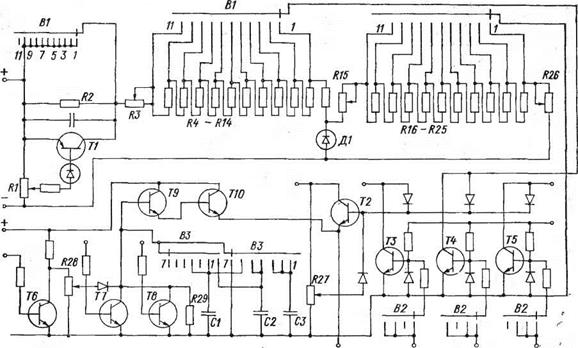
беременного резистора R1 устанавливается при настройке Станции в такое положение, что изменение питающего напряжения от минимального до номинального значения переводит транзистор Т1 из закрытого в полностью открытое состояние. Транзистор шунтирует резистор R2, форсируя изменение напряжения на наборе резисторов R4—R14. В остальных положениях, кроме одиннадцатого, переключатель В1 шунтирует форсирующую цепочку движком дополнительной платы.
Напряжение, соответствующее двум дополнительным импульсам сварочного тока, задается двумя другими переключателями с помощью наборов резисторов, собранных по более простой схеме. Выбор одного из трех заданных напряжений и подача его в блок формирования импульсов осуществляются с помощью четырех транзисторов Т2—Т5, три из которых связаны с тремя триггерами тока, а четвертый Т2 является выходным. На базу транзистора Т2 поданы через разделительные диоды напряжения с трех переключателей, задающих токи основного и двух Дополнительных сварочных импульсов. Однако до включения сварочного тока эти напряжения зашунтированы транзисторами ТЗ—Т5, которые открыты сигналами с трех триггеров тока, поступающими через переключатель В2. Поэтому выходное напряжение, подаваемое транзистором Т2 на формирователи импульсов, определяется положением движка переменного резистора R27 и соответствует минимальному сигналу, т. е. полнофазной работе силовых управляемых вентилей. При включении какого-либо триггера тока снимается отпирающий сигнал с соответствующего транзистора и на базу транзистора Т2, а следовательно, и на вход блока формирователей подается напряжение, соответствующее заданному значению сварочного тока. При установке режима сварки имеется возможность снять сигнал с любого транзистора ТЗ—Т5 с помощью переключателя В2 и проверить заданное значение тока по модели силового выпрямителя.
В блоке регулирования фазы управляющих импульсов имеется узел, позволяющий регулировать скорость нарастания сварочного тока. В него входит составной транзистор T9—Т10, на базу которого пере-
ключателем ВЗ подключается набор конденсаторов С1—СЗ и подается напряжение с движка переменного резистора R28 через разделительный диод. В момент включения триггера основного тока сигнал с него подается на транзистор Тб, который шунтирует резистор R28. С этого момента набор конденсаторов разряжается на резистор R29. Выходное напряжение составного транзистора, подаваемое на формирователь, плавно уменьшается до нуля, увеличивая сварочный ток до значения, заданного переключателем основного импульса тока. При включении триггеров дополнительных импульсов тока открывается транзистор Т7 или Т8 и шунтирует набор конденсаторов, снимая сигнал с составного транзистора. Благодаря этому замедления нарастания тока не происходит.
К - схеме управления сварочным током относится и модель силового выпрямителя, состоящая из трехфазного понижающего трансформатора, маломощных диодов и тиристоров, соединенных по схеме, аналогичной схеме силового выпрямителя машины. На управляющие электроды тиристоров постоянно подаются те же управляющие импульсы от трансформаторов блока формирования, что и на силовые тиристоры при работе машины. По-показаниям вольтметра, включенного на выходе выпрямителя модели, можно определить выпрямленное напряжение при изменении фазы управляющих импульсов и напряжения питающей сети, что в определенном масштабе отражает изменение - силового выпрямленного напряжения, которое будет приложено к сварочному контуру машины во время сварки. Вольтметром модели можно пользоваться при установке режима сварки и для контроля работы и настройки автоматической стабилизации.
Первичные обмотки трансформатора модели, блок формирования и блок регулирования фазы управляющих импульсов питаются от трех трансформаторов блока имитации изменения напряжения сети, подключенных к трем фазам питающей сети через переключатель. Первичные обмотки трансформаторов имеют ряд отпаек, к любой из которых может быть подключено питающее напряжение. Одна из отпаек принята за номинальную. К номинальным отпайкам подклю - 78
чается вольтметр контроля напряжения сети. При работе машины движки переключателя также подключены к номинальным отпайкам трансформаторов. При. проверке работы автоматической стабилизации с помощью переключателя поочередно устанавливается число витков первичных обмоток трансформаторов больше и меньше номинального, что эквивалентно изменению напряжения питающей сети. Изменение напряжения проверяется по контрольному сетевому вольтметру, а выпрямленное напряжение — по вольтметру модели.
 Опубликовано в Оборудование для контактной сварки постоянным током
Опубликовано в Оборудование для контактной сварки постоянным током