Сварные соединения и швы
 7 февраля, 2016
7 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Согласно ГОСТ 2601-84 устанавливается рад терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного
соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточнсе и торцовое. Применяется также соединение нахлесточнсе с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
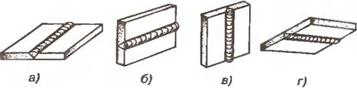
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 1.7, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис. 1.7, б). Условные обозначения угловых соединений: У1 — У і 0.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 1.7, е). Условные обозначения тавровых соединений: ТІ —Т8
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 1.7, г). Условные обозначения: Н1—Н9.
 Торцоцое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу' (рис. 1.7, д).
Торцоцое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу' (рис. 1.7, д).
Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это
часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии.
Углубление, образующееся в
сварочной ванне пол действием дуги, называют кратером. Металл соединяемых частей, подвергающихся старке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют н а - плавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 1.8):
 F[Ц = /пр + /н,
F[Ц = /пр + /н,
где Гш — площадь сечения всего шва; Fup — площадь сечения шва, сформированного за счет расплавления основного металла; FH — площадь сечения шва, сформированного за счет наплавленного (присадочного) металла;
т = Fup/Fm - /пр/Cftip + /й),
п = Fh/Fui = Fn/(Fn р + Тй),
где т и п—доли основного и наплавленного металлов в шве. изменяющиеся в пределах от 0 до 1. Например, при сварке соединения без присадочного металла с зазором между кромками, близким к нулю, т= 1, а п = 0.
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. В этом случае содержание того или иного элемента в металле шва может быть рассчитано по уравнению
[Ме]ш = тМе]о + я[Ме]п,
где 1Ме]р и [Ме]п—концентрация рассчитываемого элемента в основном и присадочном металлах.
Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок
 |
|
|
|
|
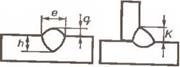
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлссточных соединениях. Основные параметры формы стыкового шва: е — ширина шва, q — выпуклость шва, А — глубина проплавления (провара), для угловых швов — величина катета К (рис. 1.10). Часть сварного шва, наиболее удаленную от его лицевой поверхности, называют корнем шва. Размеры параметров сечения швов устанавливают по ГОСТ 5264-80.
В зависимости от расположения швов в конструкции (рис. 1.11) сварку выполняют в разных положениях: нижнем, горизонтальном, вертикальном и потолочном. Основные положения сварки определяются по ГОСТ 11969-79. По характеру выполнения швы различают одно - и двусторонние, выполняемые как на весу, так и на различного рода подкладках и флюсовых подушках. Часть двустороннего шва. выполняемую предварительно для предотвращения прожогов при последующей сварке или накладываемую в последнюю очередь в корень шва для обеспечения высокого качества шва, называют подварочным швом. По протяженности различают непрерывные и прерывистые швы. Непрерывный шов — это сварной шов без промежутков по длине, прерывистый шов имеет промежутки по длине (рис. 1.12). По форме поперечного сечения сварные швы подразделяют на стандартные, выпуклые и вогнутые (рис. 1.13). По количеству слоев сварные швы могут быть однослойными и многослойными (рис. 1.14). С л о й — это часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. В а - л и к — это металл шва, наплавленный или переплавленный за один проход.
І* и с 1.12. Прерывистые сварные швы: ч—цешнш. и — шахматным. I—длина шва. t — шаг шва
По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные), предназначенные только для скрепления частей изделия и не рассчитанные на восприятие внешних нагружений.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ