
Сварка под флюсом кольцевых швов
 29 июня, 2016
29 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov Кольцевые швы применяют при сварке стыков труб и обечаек, приварке дниш, фланцев, а также других деталей при сварке цилиндрических сосудов.
 Для предотвращения протекания жидкого металла и шлака в зазор первый слой стыкового кольцевого шва труб большого диаметра выполняют на флюсоременной подушке (рис. 14.8), представляющей собой прорезиненный ремень, имеющий форму лотка, в который-в процессе сварки непрерывно подается мелкий флюс.
Для предотвращения протекания жидкого металла и шлака в зазор первый слой стыкового кольцевого шва труб большого диаметра выполняют на флюсоременной подушке (рис. 14.8), представляющей собой прорезиненный ремень, имеющий форму лотка, в который-в процессе сварки непрерывно подается мелкий флюс.
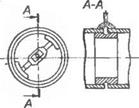
Сварка первым слоем производится изнутри сосуда, а последующими — снаружи. При сварке кольцевыми швами диаметром до 800 мм часто применяют флюсомедные подкладки, которые могут быть неподвижными (рис. 14.9, а) или перекатывающимися (рис.
 |
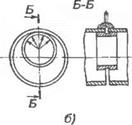 |
14.9, б). Если флюсоременные подушки или флюсомедные подкладки отсутствуют, то места с повышенным зазором можно подваривать вручную. При сварке кольцевыми швами сосудов малого диаметра (100 — 200 мм) флю-
Р и с. 14.9. Флюсомедные подкладки для сварки кольцевых швов
совая подушка может быть образована заполнением всей внутренней полости изделия мелким флюсом. Возможна также сварка на остающейся подкладке — кольце.
 Для удержания нерасплавленного флюса на цилиндрической по - вращения изделия верхности небольшого
Для удержания нерасплавленного флюса на цилиндрической по - вращения изделия верхности небольшого
диаметра применяют специальные флюсовые коробочки (рис. 14.10), укрепляемые на головке автомата. При сварке кольцевыми швами диаметром до 800 мм дополнительную трудность создает стекание жидкого металла и шлака с цилиндрической поверхности. Для предотвращения этого явления электродная проволока устанавливается со смещением с зенита на 15—75 мм в зависимости от толщины свариваемого металла в сторону, противоположную направлению вращения изделия. - Величина смещения зависит от диаметра изделия, а также режима сварки. При слишком большом смещении жидкий металл и шлак могут стекать в обратную сторону.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ