
ПРИВОДЫ СЖАТИЯ ТОЧЕЧНЫХ МАШИН
 25 мая, 2016
25 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov ![]()
 |
|
о1 ДО с Ун і вере |
 |
 |
|
|
|
|
|
|
|

тродами образуется значительный зазор, позволяющий беспрепятственно производить смену и зачистку электродов, установку приспособлений и деталей.
При переводе трехходового крана или специального клапана в положение «Открыто» сетевой сжатый воздух поступает в верхнюю полость (ВП) цилиндра и перемещает оба поршня вниз до упора гайки 9 в крышку. Это происходит потому, что давление сетевого воздуха, поступающего в ВП, больше, чем давление редуцированного воздуха, поступающего в НП. В таком положении пневмопривод готов к работе. По команде реле времени срабатывает ЭПК 7, и в полость между поршнями подается редуцированный воздух. Нижний поршень перемещается вниз, и под его воздействием происходит сжатие деталей. Для разжатия деталей по команде от ЭПК воздух подается в НП пневмоцилиндра.
Большинство точечных, рельефных и шовных машин имеют пневматический привод рабочего хода верхнего электрода.
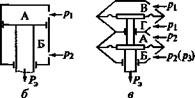
Пневматический привод используют в двух вариантах: с раздельным регулированием давления воздуха pi в верхней камере и р2 в нижней камере цилиндра. Усилие на электроде Рэ определяется при данном диаметре цилиндра разностью давлений воздухар, и р2 (рис. 5.33, а). Подобный привод позволяет получать большой диапазон изменения Рэ (до 1 : 20), уравновешивая массу подвижных частей привода и обеспечивая, например, при максимальном Р3 = 50000 Н и при минимальном Р3 = 2 500 Н.
В ряде машин применяется привод, в котором используется воздух одного давления р (см. рис. 5.33, б). Привод имеет два диапазона усилия на электроде Рэ: первый (малые значения Рэ) обеспечивается за счет разности площадей поршня в камерах А и Б (работа с противодавлением), а второй (большие значения Рэ) — когда выбрасывается воздух из камеры Б и действует усилие на электроде Рэ, определяемое площадью поршня (цилиндра) и давлением воздуха Р| в камере А. Привод с одним давлением воздуха проще (требует только одного редуктора), однако имеет меньший
диапазон регулирования усилия на электроде Рэ и большее минимальное усилие на электроде Рэ, так как усилие массы подвижных частей привода суммируется с усилием, создаваемым приво - 1 дом. Современные пневматические приводы сжатия с воротниковыми резиновыми уплотнениями поршня и штока имеют малые и стабильные силы трения при соблюдении правил смазывания уп - | лотнений.
і В ряде машин используют пневмодиафрагменные приводы сжатия
' МТВ-8002-1, МШВ-7501. В таких приводах силы трения возника-
i ют только в направляющих штоках. Они могут работать по схеме с
независимым регулированием давления воздуха р2 и р3 или по схеме с одним давлением воздуха р3 и р2. В приводе на рис. 5.33, в усилия, создаваемые верхней и нижней диафрагмой, могут суммироваться, так как имеют один общий шток. Например, в исходном положении в камеры А и Б подан воздух давлением р2, за счет разности рабочих площадей диафрагм обеспечиваются малые значения Рэ, затем в определенный момент времени воздух из камеры Б выбрасывается и на шток действует усилие Рэ, определяемое рабочей площадью диафрагмы в камере А и давлением воздуха р2 (большое сварочное усилие).
Усилие за счет воздуха давлением в полостях В и Г в связи с практически одинаковыми рабочими площадями диафрагмы на шток не действует. Далее в соответствии с установленным циклом сварки воздух с давлением р, из камеры Г выбрасывается в атмосферу, и на шток действует так называемое дополнительное ковочное усилие.
Достоинствами диафрагменного привода усилия являются малые силы трения и отсутствие смазки в камерах привода (необходимо смазывать только уплотнение штоков), недостатками — относительно небольшой рабочий ход (не более 25 мм) и некоторая зависимость усилия на электроде Р3 от положения диафрагм в камерах привода по высоте.
Современные приводы обеспечивают изменение усилия на электроде Рэ за цикл сварки с постоянным и переменным усилиями обжатия, сварки и проковки.
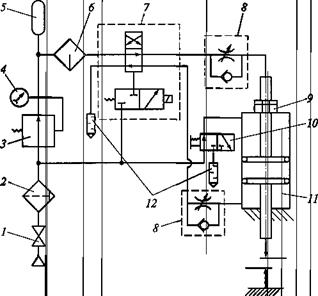
В конструкциях гидравлических приводов сжатия используют цилиндры с поршнем; их схема и работа практически не отличаются от пневматических приводов. Питание гидравлического привода производится от насосной станции, а рабочим телом, создающим давление, является масло. Величина Рэ в гидравлическом приводе регулируется изменением давления масла, поступающего в гидроцилиндр. Схема гидравлического привода состоит из насосной станции, гидрозолотника и гидроцилиндра (рис. 5.34).
В пневмогидравлических приводах вместо насосной станции используют пневмогидропреобразователь, в котором сжатие жид-
|
|
|
|
|
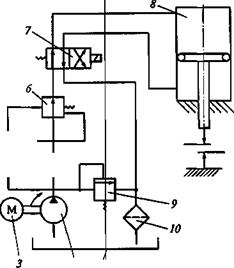
 а привода сжатия электродов;
а привода сжатия электродов;
if ель; 4 — дроссель; 5 — манометр; 6 — роиилиндр; 9 — клапан; 10 — фильтр
ительным ходом верхнего электрода: ползун; 2 — ходовой винт; 3 — п йка; 4, 5 — шток; 7 — мембранный прив< >д; 9 — [камерного пневмоцилиндра; 1 — шток; — регулирующее давление; рс — сетевое В — камеры
кости (воды), подаваемой в гидроцилиндр привода сжатия, npqi изводится за счет усилия, создаваемого поршнем при подаче полость пневмогидропреобразователя сжатого воздуха. Усилие гидропривода регулируется изменением давления воздуха, подавай мого в полость пневмогидропреобразователя через ЭПК от регулятора давления воздуха.
Подвижный электрод (зажим) машин контактной сварки имё ет рабочий ход (при сжатии деталей) и дополнительный ход, ис пользуемый при установке деталей и смене электродов. Оба эти движения могут выполняться самим приводом сжатия (при нал к чии пневмопривода) или комбинацией привода сжатия с электроприводом.
Привод дополнительного хода с помощью электродвигателя используется в сочетании с пневмодиафрагменным или пневмо гидравлическим приводом усилия (рис. 5.35). Вращение от двиган ля 9 через зубчатые колеса 8 и 4 передается винту 2, который с одной стороны связан с гайкой 3, установленной на ползуне 1 привода усилия, а с другой — через упорный шариковый пот, ши пн и к 5 со штоком 6. Таким образом, ползун 1 при вращени двигателя 9 перемещается относительно штока 6 привода 7, со здавая дополнительный (установочный) ход, который использэ ется при смене и зачистке электродов и поднятии верхнего элес трода для прохода свариваемых деталей большой высоты.
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ