ПРИВОДЫ ОСАДКИ И ЗАЖАТИЯ СТЫКОВЫХ МАШИН
 30 мая, 2016
30 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov В стыковых машинах с помощью механизмов осадки и зажатиія осуществляют перемещение подвижной плиты с подвижным Зі - жимом во время подогрева, подачу плиты с требуемым ускорен* - ем во время оплавления, обеспечивают требуемое усилие во вр{ - мя осадки. В зависимости от назначения машины применяют сл( - дующие механизмы приводов подачи и осадки: пружинные, виг - товые, рычажные, пневматические, гидравлические, электром< ханические и комбинированные.
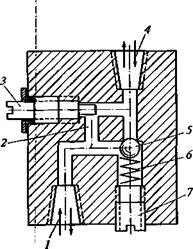
Пружинные механизмы подачи применяют в машинах для сварк сопротивлением малой мощности. С помощью эксцентрика 3 пох вижная плита / отводится в крайнее правое положение (рис. 5.36, а I При этом пружина 4 сжимается. С помощью регулировочного виг та 6устанавливается необходимое усилие сжатия пружины. Затем, после установки свариваемых деталей в зажимных устройства):, эксцентриком 3 освобождают плиту 1 и включают сварочный ток. Давление пружины 4 воспринимается свариваемыми деталями, выключение тока происходит при нажатии регулировочного виЦ - та 5 на конечный выключатель 2.
![]()
пружинный: 1 — подвижная плита; 2 — конечный выключатель; 3 — экс - і|лрик; 4 — пружина; 5, 6 — регулировочные винты; б — рычажный: I, 2, 4 — :аги; 3 — тяга; 5 — регулировочный винт; б — подвижная плита; в — кулачковый (для контактной машины МСО-2008): I — пневмоцилиндр; 2 — подвижная :та; 3 — винт; 4 — толкатель; J — коп ирный ролик; 6 ~ кулачок; 7 — эксиен - к; 8, 9 — редукторы; 70 — ходовой винт; 77 — электродвигатель; 12 — вариатор скоростей; 13 — пружина; 14 — шкив
Для перемещения подвижного зажима и осадки деталей применяют также устройство рычажного типа (рис. 5.36, б). При повороте рычага 4 по часовой стрелке происходит перемещение под- ви «ной плиты 6 через тягу 3 и рычаги 1 и 2. Осадку регулируют ви тгом 5, который ограничивает ход рычага 4. В таких механизмах предусматривается специальный путевой выключатель, который
отключает сварочный ток после достижения заданного перемещения.
К недостаткам рычажных механизмов следует отнести непостоянство скорости перемещения плиты, зависящее от квалификации сварщика.
В стыковых машинах для сварки с непрерывным оплавлением, работающих в серийном производстве, где не требуется частого изменения режима сварки, применяют электромеханические приводы перемещения и осадки. Такие механизмы могут быть автоматического действия, когда подогрев, оплавление и осадка производятся без участия сварщика, либо полуавтоматического действия, когда подогрев производят вручную рычажной системой, а оплавление и осадку осуществляют автоматически. Необходимое перемещение подвижной плиты с заданными скоростями и ускорениями в таких механизмах осуществляется с помощью кулачка, имеющего специальный профиль. Скорости перемещения плиты регулируют изменением скорости вращения кулачка с помощью вариаторов или электродвигателей постоянного тока. В таком приводе (рис. 5.36, в) экцентрик 7, сидящий на валу редуктора 8, приводится во вращение электродвигателем 11 через клиноременный вариатор 12. К торцовой части кулачка 6 прижат копирный ролик 5, укрепленный на толкателе 4. При вращении кулачка ролик обкатывается соответственно профилю кулачка и перемещает толкатель и связанную с ним через винт 3 подвижную плиту 2. Регулировка расстояния между плитами производится с помощью винта 3. Скорость вращения изменяется при перемещении каретки с электродвигателем 11 с помощью ходового винта 10 с маховиком. При перемещении электродвигателя изменяется передаточное число клиноременной передачи.
В таких механизмах включение и выключение сварочного тока производится с помощью путевого выключателя, кинематически связанного с кулачком 6. Включать сварочный ток нужно перед началом оплавления, а выключать — перед началом осадки.
Достоинствами электромеханического привода подачи является простота и надежность, недостаток заключается в том, что он не обеспечивает больших (свыше 20...25 мм/с) скоростей осадки. Наиболее универсальным является гидравлический привод, с помощью которого можно получить любые усилия осадки (до 100000 Н и более).
Приводы зажатия стыковых машин предназначены для сжатия свариваемых деталей усилием, исключающим проскальзывание последних в губках машины при осадке, и создания стабильного электрического контакта при подводе сварочного тока к деталям. Из конструкций зажимных устройств наиболее распространены ручное рычажное устройство с пружинным приводом сжатия; эксцентриковое ручное устройство; винтовое устройство.
 |
Рис. 5.37. Зажимные устройства стыковых контактных машин:
а — эксцентриковые; б — винтовые; в — пневморычажиые; г — пневмогидрав-
лические; 1 — эксцентрик; 2 — рукоятка; 3 — рычаг; 4 — губки; 5 — возвратная
пружина; 6 — винт; 7— серьга; 8 — пневмоцилшшр; 9 — пневмогидроусили-
тель; 10 — масляный бачок; 11 — малый пневмоцилиндр
В качестве зажимных устройств в стыковых машинах широко используют пневматические устройства прямого действия и рычажно-пневматического типа (рис. 5.37).
Расход сжатого воздуха в таких устройствах определяется по паспортным данным сварочного оборудования и в среднем составляет 35 м3/ч. Требования к параметрам сжатого воздуха следующие: давление на входе 0,65...0,7 МПа; глубина осушки (абсолютная влажность) 1 г/кг.
Наряду с бесспорными достоинствами, пневмопривод обладает существенными недостатками: требуются компрессорная станция, элементы воздухоподготовки, электропитание для управления клапанами. При выхлопе отработанного воздуха уровень шума достигает более 85 дБ.
Электромагнитные приводы сжатия (ЭПС) в последнее время н 4одят все большее распространение, так как лишены всех недо - с ltkob, присущих пневматическому приводу. Среди всего разно - о эазия для контактных машин наиболее приемлемы ЭПС посто - я ного тока со втягивающимся якорем.
Для предотвращения ударного воздействия в конце хода якоря д г контактных машин используют два приема: либо разрезают я эрь на две неравные части с регулируемым зазором между ними, л 5о применяют две катушки — одну для страгивания и передви - » ния якоря, другую, силовую — для сжатия деталей. В результате с ювая характеристика ЭПС практически не зависит от хода якоря.
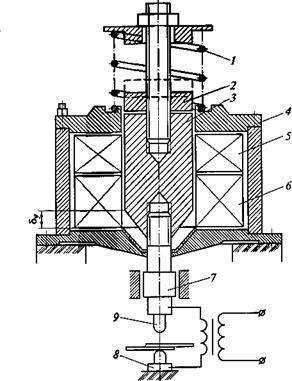
Электромагнитный привод сжатия (рис. 5.38) работает следую - и їм образом. При подаче постоянного тока в верхнюю часть ка-
|
Рис. 5.38. Электромагнитный привод сжатия контактных машин: і - пружина возвратная; 2 — дополнительный якорь; 3 — основной якорь; 4 — ь гнитопровод; J, б— катушки страгивания и силовая соответственно; 7— шток; { 9 — нижний и верхний электрод соответственно; 5У — установочный зазор |
С
тушки страгивания 5 магнитное поле, возбуждаемое в ней, воздействует на основной якорь 3, страгивает и перемещает его вместе с дополнительным якорем 2 и штоком 7, верхним электродом 9 вниз, до легкого соприкосновения электрода с деталями, установленными на нижнем электроде 8. В этот момент включается силовая катушка 6. При этом усилие сжатия деталей создается как за счет изменения основного магнитного потока, протекающего между конической частью якоря 3 и стопом в зазоре, так и за счет изменения потоков рассеивания в зазоре между большей и меньшей частями якоря.
В качестве примера рассмотрим расчет ЭПС с использованием следующих исходных данных:
род тока для питания катушки — постоянный; величина тока в катушке 1- 1... 10 А;
напряжение на катушке (номинальное напряжение вторичного контура) U2h = 24...36 В;
тяговое усилие (сварочное давление) Р - 5000 Н, усилие страгивания 0,51°;
вес подвижных частей привода (якоря, штока, гибких шин вторичного контура контактных машин) подбирается конкретно под каждую машину (например, для машины типа МТ-1206 Q- 700 Н);
установочный зазор между электродами (между стопом и фланцем статора) 5у = 6- 10“3 м;
расчетный остаточный зазор между электродами в конце хода сжатия (зазор, равный толщине одной детали в паре свариваемых деталей) Др = 1,2-10_3 м;
материал обмоточного провода — медь Ml; допустимая плотность тока в проводе катушки ]=2 А/мм2; допустимый режим работы ЭПС — ПВ = 50 %; материал магнитопровода из точеной заготовки для якоря и статора — сталь 10;
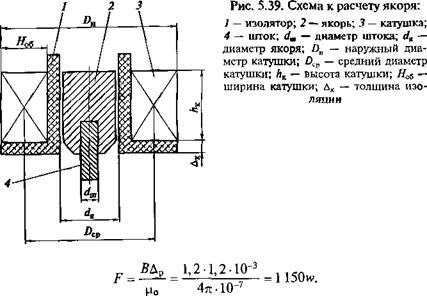
магнитная индукция материала якоря и статора В = 1,2 Тл. Площадь сечения якоря
![]() с 2р0Р 2.2я-10-7-5000
с 2р0Р 2.2я-10-7-5000
я“ В2 " 1,22
 |
 |
|
Задавшись диаметром штока с/ш = 1.6 мм (рис. 5.39), определим диаметр якоря
Расчетная намагничивающая сила, которая будет возбуждаться в обмотке силовой катушки при данном материале якоря и статора и заданном остаточном зазоре между электродами Др = 1,2-10"2 м:
 |
С учетом потоков рассеяния увеличиваем намагничивающие силы в 1,4 раза {К = 1,4 — экспериментальная величина) путем увеличения числа ампер-витков в 1,4 раза:
Ft=FK= 1 150-1,4= 1 600w.
Определим наружный диаметр силовой катушки, увеличив ее в К^= 1,6 раз (наилучшее соотношение между </„ и Ьн):
Da = 4Дк = 100 • 1,6 = 160 мм.
Средний диаметр силовой катушки с учетом толщины изоляции Дк = 1,5 мм
Средняя длина витков в катушке
/ср = я Д. р = л ■ 132 = 400 мм.
Приняв минимальный допустимый ток в катушке /min= 1 А, определим общее число витков в ней:
W= 1600/1 = 1600.
Чтобы найти сечение провода в катушке, определяем сопротивление всей обмотки, задавшись Дв = 24 В:
= Ан/Ап = 24/1 = 24 Ом.
Тогда сечение медного провода обмотки ^об - 9~~ = о, 023 • 10-6 ^ ‘ — -0,6] мм2 =0,61-10-6 м2.
Лщах
Диаметр провода обмотки
, [4S^ /4-0,61 • К)~5 ло 1Л_3 .
tfnp = J—— = J--------------- «0,9-10 3 м в 1 мм.
Ширина катушки
rr 2ДК 160-100-2-1,5
л об ------------------------ = ' ------------------------ = Ж ММ.
Высота катушки при К3 = 0,6
S^w 0,64-1 600 ,
K~lKjQ - 0,6-28 60 "■
Мощность, потребляемая ЭПС при! тзх = 10 А:
Атах = 1тА = 10 ■ 24 = 240 Вт.
Общая длина провода обмотки
1о6т = Lcpw= 0,4 -1 600 = 64Q м.
Масса привода
Q = = 8,9-103- 0,64-10^-640 = 3,6 кг.
Усилие страгивания при исходном установочном зазоре 5У
При /= 5 А установочный зазор можно увеличить до 30 - 10_3м.
Параметры статора — сечение, высота, фланцы для крепления к контактной машине — выбирают конструктивно по диаметру якоря, высоте и ширине катушки, материалу статора.
Высота якоря и сочленение со штоком выбирают конструктивно исходя из высоты катушки и выбранной конструкции статора.
![]()
 |
апан (ЭПК) предназначен для авто - авления воздуха в полостях пневмо - йспользуют пневмораспределители с| невматическим управлением, напри - [ рассчитанные на 150 переключений! иент клапана (лидер) состоит из ка-1 пружины 3 и шарикового затвора 4.1 ^тромагнкт лидера обесточен, шари-1 аж клапана-лидера открыт. В управ - Г воздух не поступает. Под действием! двинуты, клапаны 12 и 18 закрыты.! з открытый клапан 16 и штуцер 11 ь (НП) пневмоцилиндра, а верхняя! открытый клапан 19 и глушитель 71 ашина готова к сварке. При включено команде от реле времени шарико - пропускаст воздух в камеры 5, 15, и перемешают штоки 9, 13 к центру,
к:
1 — катушка; 2 — я корь-заглушка; 15 — управляющие камеры; 6, 14- штуцеры; 9, 13 — штоки; 12, 18 основные клапаны; 17 — штуцер няя полость;
дренаж клапана-лидера перекрывается шариком 4. Клапаны 16, 19 закрываются, а 12, 18 — открываются. Рабочий воздух через клапан 18 и штуцер 8 поступает в ВП, а НП через штуцер 11, клапан 12 и глушитель сообщается с атмосферой. Происходит сжатие деталей.
В последнее время на контактных машинах конструкции завода «Электрик» появились компактные и бесшумные пневмораспределители фирмы «HERION» (Германия) и выпускаемые Симферопольским электромашиностроительным заводом быстродействующие распределители типа КПЭ-4-45 и КЭП-16-1 (рис. 5.40, б), рассчитанные на 600 переключений в минуту. Для пневмоприводов с программным изменением усилия используют электропнев - матические преобразователи типа ЭПП-16. Для снижения шума при выпуске воздуха из пневмоцилиндра через ЭПК современные пневмоклапаны оснащают металлокерамическими глушителями типа ГПЭ-16 или пористой перегородкой (глушитель ПТ-1).
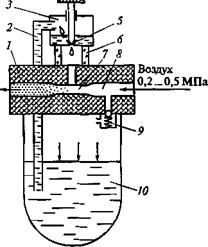
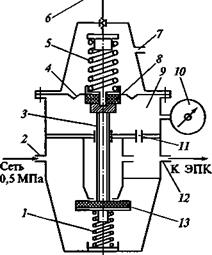 Регулятор давления {редукционный клапан) предназначен для регулирования и автоматического поддержания заданного давления на входе в ЭПК. Пневматический редуктор, например редуктор типа 122-16 (БВ-57-І), работает следующим образом (рис. 5.41). Воздух из сети через отверстие 2 и клапан 13, отжатый пружиной 5, поступает в выход 12 и через отверстие 11 — к ЭПК и в полость 10, создавая давление на мембрану 4. При уменьшении давления на входе 2, а следовательно, и в полости 10 мембрана прогибается, увеличивая открытие клапана 13. Давление в полости 10 уравновешивается пружиной 5 и регулируется винтом 6 и пружиной 5. Клапан 8 служит для сброса воздуха из полости 10, если расхода воздуха нет. В этом случае, благодаря давлению в полости 10, мембрана 4 с клапаном 8 поднимается, и сжатый воздух через отверстие 7 сбрасывается в атмосферу. Клапан 8 позволяет изменить высокое давление на низкое при отсутствии расхода воздуха.
Регулятор давления {редукционный клапан) предназначен для регулирования и автоматического поддержания заданного давления на входе в ЭПК. Пневматический редуктор, например редуктор типа 122-16 (БВ-57-І), работает следующим образом (рис. 5.41). Воздух из сети через отверстие 2 и клапан 13, отжатый пружиной 5, поступает в выход 12 и через отверстие 11 — к ЭПК и в полость 10, создавая давление на мембрану 4. При уменьшении давления на входе 2, а следовательно, и в полости 10 мембрана прогибается, увеличивая открытие клапана 13. Давление в полости 10 уравновешивается пружиной 5 и регулируется винтом 6 и пружиной 5. Клапан 8 служит для сброса воздуха из полости 10, если расхода воздуха нет. В этом случае, благодаря давлению в полости 10, мембрана 4 с клапаном 8 поднимается, и сжатый воздух через отверстие 7 сбрасывается в атмосферу. Клапан 8 позволяет изменить высокое давление на низкое при отсутствии расхода воздуха.
Рис. 5.41. Схема воздушного редук-
тора типа БВ-57-1:
1,5— пружины; 2 — вход; 3 — толкатель; 4 — мембрана; 6 — регулировочный винт; 7 — отверстие сброса воздуха; 8 — клапан сброса; 9 — полость; 10 — манометр; // — отверстие;
12 — выход; J3 — клапан
|
|
|
|
Воздушный дроссель применяют для регулирования скорости передвижения исполнительных механизмов при их рабочем и холостом ходе. Дросселирующий клапан при давлении воздуха более 50 кПа свободно пропускает воздух в одном направлении и тормозит! его выход в противоположном. В дросселирующем клапане типа КДП-1-1 (рис. 5.42), воздух, подаваемый в канал 4, отжимает шарик 5 с пружиной 6 и свободно проходит в канал 1 и далее в полость цилиндра пневмопривода, При обратном давлении воздуха шарик 5закрывает отверстие, и воздух вынужден выходить через дросселирующее отверстие 2, величина которого регулируется иглой 3.
Кроме описанных конструкций клапанов, дросселей и золот - никое существует много других конструкций, основанных на этих же принципах и нашедших применение как в станкостроении, так и в контактных машинах.
Лубрикатор (распылитель масла) предназначен для автоматического і смазывания подвижных частей пневматической аппаратуры и исполнительных механизмов.
Лубрикатор типа ЛП (рис. 5.43) состоит из крышки 1, внутри которой проходит канал 8 с сужением 7. Перед сужением имеется отверстие (закрытое обратным клапаном 9), соединяющее канал 8
с внутренней полостью стакана 10 с маслом. Поле единена трубкой 2 с камерой 3, из которой масло ч и прозрачную втулку 6отдельными каплями стека канала 8, где и подхватывается проходящим воздух)» подаваемого масла регулируется винтом 4 и на) прозрачную втулку 6. Расход смазки составляет 10 ходов поршня. Масло из стакана 10 поступает действием разности давлений, образующейся при духа в сужающемся переменном сечении канала Вентури).
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ