
МЕДИКО-ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
 14 октября, 2016
14 октября, 2016  Oleg Maloletnikov
Oleg Maloletnikov В соответствии с приказом Министра здравоохранения СССР №400 от 30 мая 1969 г. электросварщики должны подвергаться предварительным и периодическим медицинским осмотрам 1 раз в год при работе в закрытых пространствах и 1 раз в 2 года при работе на открытых участках цеха.
Электросварщики, у которых обнаружен пневмоко - ниоз первой стадии, не должны допускаться к сварочным работам внутри емкостей. К этим работам и к плазменным способам обработки металлов не следует допускать женщин. Электросварщики, у которых обнаружена интоксикация марганцем, хромом, свинцом и др., должны быть переведены на другие работы, не связанные с воздействием пыли и токсичных веществ.
В соответствии с «Правилами аттестации сварщиков» (утверждены Госгортехнадзором 22 июня 1971 г.) перед аттестацией сварщики должны пройти подготовку по
программам, утвержденным соответствующим министерством (ведомством) и включающим правила безопасности при выполнении сварочных работ. ГОСТ 12.3.003—75 предусматривает следующие меры контроля за выполнением требований безопасности: измерение концентраций вредных веществ в зоне дыхания и в рабочей зоне, исследование шумовых характеристик, дозиметрический контроль защиты от рентгеновского излучения при электронно-лучевой сварке и при проверке качества сварных соединений непосредственно на рабочем месте оператора. Средства индивидуальной защиты следует периодически проверять в сроки, установленные соответствующей нормативно-технической документацией.
|
Типовые местные отсосы к технологическому оборудованию сварочных цехов (по альбому типовых чертежей ОВ-02-151)
,:т-т •—1“ vmf t |
|
Продолжение, прилone. 1
|
|
Вид сварки |
Наименование технологического оборудования |
Тип местного отсоса |
Объем отсасываемого воздуха, м3/ч |
Сопротивление отсоса, мм. вод. ст. |
|
Газовая резка |
Машина для кислородной разделительной резки АСШ-2 |
Из-под решетки стола |
4800 |
7 |
|
Цветного металла и нержа- |
Отсос из камеры |
25000 |
30 |
|
|
веющих сталей на АСШ-І2 в специальной камере |
Механический приток в камеру |
5000 |
1 |
|
|
Контактная сварка |
Машина для точечной сварки МТП-75 |
Верхний приближенный |
380 |
7,5 |
|
Машина для точечной сварки АТП-10, МТП-26-М |
Щелевой от электрода |
380 |
7 |
|
|
Машина для стыковой сварки СМ-50-2 |
Укрытие с отсосом |
500 |
8 |
|
|
Машина для стыковой сварки МСМУ-150 | |
То же |
О О І'*» |
16 |
|
|
Сварка трением |
Машина МФ-327 |
Приближенный |
200 |
|
|
Металлизация и плазменное напы- |
^Р^шой электрометаллизатор |
Кабина |
3600 |
1,5 |
|
ление |
Пистолет для напыления алюминиевого порошка УМП-4-64 |
3000 |
1,5 |
|
|
Плазменная резка |
Установка ХТТ-1-58 |
Из-под стола |
2600 |
3 |
|
* По альбому типовых чертежей 4-904—37. _П римечаиие.—Чертежи распространяются филиалом Центрального института типовых проектов (г. Тбилиси). |
ИГ І. П ( >/К Г. II И I
Местные ОТСОСЫ
|
Наименование технологического оборудования или местоположения укрытия 1. Ручная электродуговая сварка
|
|
Наименование технологического оборудования или местоположения укрытия |
Тип местного отсоса |
Скорость воздуха в рабочем проеме, м/с |
Объем отсасываемого воздуха, ма/ч |
J Примечание |
|
Сварочный трактор ТС-30 |
Из изогнутой трубы диаметром 60 мм |
В зависимости от силы тока |
70—140 |
I Проектный институт № 1 (г. Ленинград) |
|
Сварочный трактор АДС-1000-2 для сварки стыков и угловых швов |
Из двух воронок, расположенных на высоте 40 мм от слоя флюса Щелевой отсос конструкции ВЦНИИОТа Воронкообразный отсос конструкции ВНИИОТа |
90-180 140 150 |
ВНИИОТ (г. Ленинград) |
|
|
Сварочный трактор АД С-500 |
Из двух воронок и изогнутых патрубков, прикрепляемых к бункеру для флюса. Местные отсосы при автоматической сварке и электросварке |
— |
80-160 |
Проектный институт, Nb 1 (г. Ленинград) |
|
Сварочный трактор А ДСД-500 |
— |
90—180 |
||
|
Шланговый автомат АДШМ-500 для автоматической и полуавтоматической сварки |
Отсос от головки из изогнутого патрубка |
8 7 о 00 |
|
Продолжение прилож. 2
|
|
Наименование технологического оборудования или местоположения укрытия |
Тип местного отсоса |
Скорость воздуха в рабочем проеме, м/с |
Объем отсасываемого воздуха, М*/ч |
Примечание |
|
Машина Квасова для сварки каркасов железобетонных труб |
В виде полуотвода |
— |
350 |
|
IV. Газопламенная обработка металлов
|
|
* Дополнительно добавляется по 800 мя/ч иа подсосы через каждую выключенную секцию. ПРИЛОЖЕНИЕ 3 |
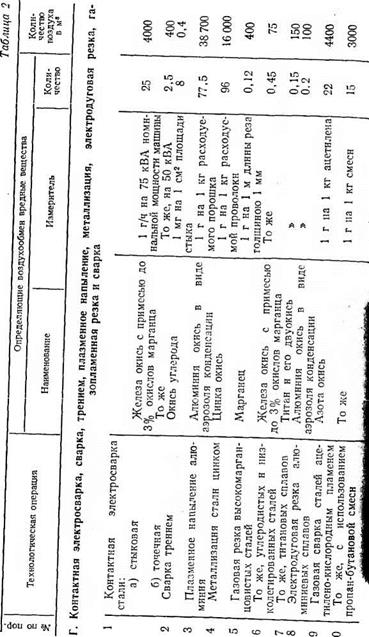
Количество воздуха, необходимого для растворения до предельно допустимых концентраций сварочных аэро'
золей
Таблица 1
![]()
 |
 |
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|
||||
|
|
||||
|
|
||||
|
|||||
|
|
||||
|
|||||
|
|||||
|
|||||
|
|
|
|||
|
|||||
|
|
||||
|
|||||
|
|||||
 |
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|
||
|
|||
|
|||
|
|||
|
|||
 |
|||
|
|||
|
|||
|
|
||
|
|
||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|
||
 |
 |
|
|
|
[1] Воронцова Е. И., Гофиер А. М., Мосолов Н. И. Гигиеническая оценка и оздоровление условий труда при полуавтоматической сварке открытой дугой порошковой проволокой ЭПС-15. «Гигиена труда
и профессиональные заболевания». 1968, № 5, с. 46—48.
[3] Более подробно эти вопросы изложены в книгах: М. К. Абдуллаев. Техника безопасности при сварке металлов. М., Профиздат, 1954; Д. Л. Глизманенко. Сварка и резка металлов. М., «Высшая школа», 1975.
[4] В дальнейшем именуемом для краткости ВНПИОТом.
* В дальнейшем именуемого для краткости ВЦНИИОТом.
[6] Олейниченко К. А., Корнеев А. Д., Олейниченко К - Ан. и др.
фксичность воздушной среды при сварке алюминия под флюсом, л. варочное производство», 1968, № 3, с. 51.
[7] Строительные нормы и правила (СНиП П-33—75), действующие с 1 июля 1976 г., п. 4. 94, предусматривают удаление воздуха системами общеобменной вентиляции из зон наибольшего загрязнения воздуха в помещениях.
 Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ
Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ