ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ. СВАРОЧНОЕ ОБОРУДОВАНИЕ
 19 февраля, 2016
19 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov 3.1. ФИЗИЧЕСКИЕ ОСНОВЫ СВАРОЧНОЙ ДУГИ
Под электрической дугой понимают стабильный многоамперный разряд с низким катодным напряжением (до 10...20 В), горящий в ионизированном газе высокого давления (более 0,1-10’’ Па). Суммарное падение напряжения всех зон сварочной дуги находится в пределах 18...50 В; это определяет выходное напряжение сварочных источников тока относительно небольшой величиной (до 80...90 В).
Сварочная дуга характеризуется концентрированным выделением теплоты, что обеспечивает высокую эффективность нагрева и плавления металла. Диапазон мощностей сварочных дуг очень широк - от 50 Вт до 160 кВт. Различают прямое и косвенное действие дуги на металл. В первом случае свариваемый металл включен в сварочную цепь и является одним из электродов. Нагрев металла происходит в основном за счет выделения тепла в активных пятнах дуги, расположенных на электродах (удельная мощность нагрева в этих пятнах достигает 10’’ Вт/см~). Во втором случае основной металл не включен в сварочную цепь, и нагрев его происходит за счет теплопередачи от газов столба дуги и ее излучения (здесь удельная мощность нагрева значительно ниже, что уменьшает эффективность нагрева). Это дуга косвенного действия - она горит между двумя электродами.
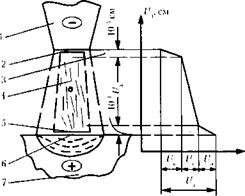
В нормальном состоянии воздух, как смесь различных газов, не обладает электрической проводимостью, так как состоит из нейтральных атомов или молекул. Поэтому дуговой разряд возможен лишь при условии наличия в дуговом промежутке частиц, способных переносить электрические заряды. Иными словами, необходима частичная ионизация газов дугового промежутка. В сварочной дуге газ поддерживается в ионизированном состоянии принудительно и непрерывно благодаря приложенному к электродам электрическому потенциалу. Если рассматривать строение дуги постоянного тока (рис. 3.1), то можно выделить три основные зоны: прикатодную зону, столб дуги и при - анодную зону. Дуга горит в частично ионизированном газе, состоящем из смеси нейтральных частиц, ионов и электронов (плазма дуги).
Плазма в дуге находится в виде цилиндрического или конического проводника, называемого столбом дуги. У обоих электродов имеются прикатодная и прпанодная области, отделяющие столб луги от электродов. Области эти невелики по протяженности. На электродах находятся катодные и анодные пятна, имеющие высокую температуру нагрева. Катодное пятно является тем участком электрода, которое эмитирует (излучает) электроны. Происходит это в силу процесса термо - и автоэлектронной эмиссии, идущей с затратой энергии на выход электрона из поверхности катода, преодоления энергетического поверхностного барьера - раздела металл-газ. Электроны, разгоняясь до высоких скоростей в прикатодной зоне, попадают в столб дуги.
|
Рис. 3.1. Схема строения сварочной дуги: 1 — сопло; 2 — катодное пятно; 3 - катодная зона; 4 — столб дуги; 5 — анодная зона; в — анодное пятно; 7 - анод |
Автоэлектронная эмиссия связана с созданием у поверхности катода электрического поля высокой напряженности. Оно понижает работу выхода электрона, как бы «вытягивая» его за предел металла катода. Напряжение в катодной области UK падает до 10...20 В, а напряженность электрического поля в ней £ составляет до 10ь В/см.
Электроны способны в столбе дуги ионизировать нейтральные атомы за счет так называемого «электронного удара». Образующиеся при этом положительно заряженные ионы как бы «отсасываются» к катоду под действием электрического поля, образованного падением напряжения в катодной зоне. Ударяясь о поверхность катода, ионы отдают ему энергию ионизации и кинетическую энергию, накопленную при разгоне иона в прмкатодной воне. Именно этот процесс приводит к выделению теплоты на катоде, ведущей к его нагреву и плавлению.
Таким образом, в при катод нон области текут навстречу друг другу два тока: электронный, в направлении от катода к столбу дуги, и ионный, направленный от столба к катоду. На катоде же идут два процесса: охлаждение за счет эмиссии электронов с катода (с поглощением энергии) и нагрев за счет бомбардировки катода положительно заряженными ионами. В столбе дуги также идут два процесса: образование частиц за счет ионизации и их потеря, вызванная их рекомбинацией и переходом на катод и анод. Причины ионизации газа в дуговом разряде могут быть различны.
Источником энергии, затрачиваемой на ионизацию, служит электрическое поле, напряженность Еп. которого в столбе дуги невелика и составляет 10...50 Вт/см. Энергия поля в наибольшей мере воспринимается самыми легкими частицами - электронами, они разгоняются до энергии ионизации и производят ее «электронным ударом». Если при этом энергии электрона недостаточно для удаления электрона из нейтрального атома, то может происходить либо его возбуждение, сопровождаемое выделением энергии в виде кванта светового излучения, либо передача атому части его энергии, что ведет к повышению температуры плазмы, способствуя процессу термической ионизации. Последнее происходит при высоких температурах за счет неупругих столкновений частиц, имеющих высокую кинетическую энергию. В результате процессов ионизации в плазме в целом находится примерно одинаковое количество разноименных электрических частиц, поэтому плазма электрически нейтральна. Плазма электропроводка за счет дрейфа электронов в столбе дуги, они по сравнению с ионами более подвижны, поэтому величина электронного тока практически равна сварочному.
В области анода электроны, поступившие из столба дуги к анодному пятну, наряду с работой выхода, накапливают достаточную кинетическую энергию в прианодной зоне, которая при ударе потока электрона о поверхность анода переходит в тепловую и плавит металл анода. При падении напряжения И до 4...6 В напряженность электрического поля в области анода Е составит порядка 10“ В/см.
Электрическая проводимость плазмы зависит от введения в нее различных веществ (например, паров металла, испаряемых при плавлении электродов), так как от этого зависит ход процесса ионизации. Сам процесс определяется понятием потенциала ионизации, который представляет собой величину работы (выраженной в электрон - 5 Заказ № 1398 вольтах), необходимую для удаления электрона из нейтрального атома. Введение тем или иным путем (например, через покрытие) таких элементов как калий, барий, кальций приводит к понижению потенциала ионизации, облегчению зажигания дуги и стабилизирует ее горение.
С понижением или увеличением электрической проводимости плазмы связана ее температура; известно, что увеличение плотности тока в дуге увеличивает температуру плазмы. Экспериментальные исследования показывают, что температура дуг с плавящимся электродом находится в пределах 6000...8000 °С, неплавящимся (вольфрамовым) электродом 10000... 15000 °С, сжатой дуги 20000...30000 °С.
Электрическая энергия в дуге преобразуется в теплоту в трех ее зонах: катодной, анодной и столбе дуги. Это количество различно в разных зонах и зависит от потенциала ионизации, соотношения ионного и электронного тока, т. е. от состава покрытия, флюса, защитного газа. По различным данным, теплота, выделяемая на электроде-катоде, составляет 10... 15% от мощности дуги. Теплота, выделяемая на электроде-аноде, составляет примерно 35%, а в столбе дуги - 50...55% от общей мощности дуги. Таким образом, в зависимости от рода тока и его полярности на изделии и электроде может выделяться различное количество теплоты. Количество теплоты, выделенное на катоде, зависит в основном от потенциала ионизации дугового газа, поэтому разница в тепловыделении грубо определяется способом дуговой сварки. В реальных условиях сварки при прямой полярности (анод на изделии) глубина проплавления оказывается меньше, чем на обратной полярности (катод на изделии). Это объясняется тем, что активное анодное пятно (площадь, где происходит интенсивное выделение теплоты) занимает большую площадь, чем катодное; это определяет форму дуги (рис. 3.2) и ширину ванны и шва на прямой полярности.
Режим горения дуги определяют два параметра: сила тока и напряжение на дуге. Между напряжением на дуге и ее длиной существует практически линейная зависимость (рис. 3.3)
U л = а + Е„1л,
где Е t - напряженность электрического поля в столбе дуги.
Между током и напряжением в дуге при / =const существует связь; в ее графическом изображении в координатах ток - напряжение она представляет кривую. На графике (рис. 3.4) эта кривая, названная статической вольт-амиерной характеристикой (ВАХ) дуги, изображенная в об-
а - на прямой; 6 - на обратной
щем виде, имеет ниспадающую ветвь, ветвь, близкую к горизонтальной, и возрастающую ветвь.
Однако для конкретных случаев экспериментально удается получить лишь часть такой кривой. На рис. 3.4 показаны 3 участка. I - участок совмещенных кривых внешней падающей ВАХ источника и статической характеристики дуги обычен для ручной сварки (Ux =12...25 В; / =5...25 А/мм2), II - для автоматической сварки под флюсом (Ux =25...45 В; І = 40... 125 А/мм2), III - для сварки в защитных газах (Uх =25...45 В; / = 100...350 А/мм2).
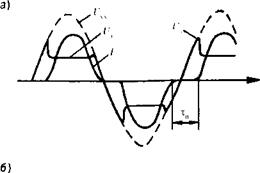
Изложенные закономерности характерны для дуг как постоянного, так и переменного тока, однако последние имеют свою специфику (рис. 3.5). Синусоидальное изменение тока при снижении напряжения
|
Рис. 3.4. Статические характеристики душ и m ієні 11 ие характеристики источника питания (обобщающая схема): |
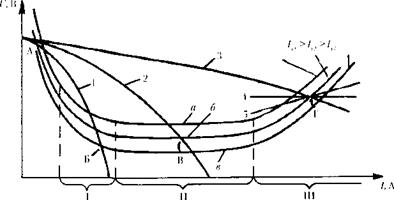
а, б, в - статические характеристики, соответствующие
дугам с длинами / > І> І іЛ:
1,2,3 - падающие шіспніис характеристики источника питания;
/, J - жесткая и шкірнетающая характерне гики источника питания:
точка Л - нестабильное, а точки В, В, Г - стабильное горение дуги
менее напряжения горения дуги приводит к перерыву ее горения. Несмотря на кратковременность этого перерыва, плазма успевает остыть на несколько тысяч градусов, что требует более высокого напряжения повторного зажигания, а это ведет к перерывам горения дуги тп, и для стабилизации процесса сварки на переменном токе требуются специальные меры.
Скорость плавления электрода дугой (а значит и скорость его подачи в зону горения дуги) пропорциональна силе сварочного тока. Количество расплавляемого в единицу времени металла связано с величиной сварочного тока зависимостью где а - коэффициент расплавления электрода, определяемый опытным путем:
[г/А-ч].
|
|
|
Рис. 3.5. Кривые изменения тока и напряжечшя падуге при сварке на переменном токе при наличии в сварочной цепи: |
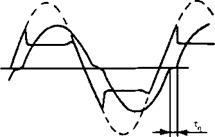
а — толі, ко активного сопротивления; б — индуктивного сопротивления;
Uss — напряжение холостого хода; Vл — напряжение горения дуги;
г — продолжительность перерыва горения дуги
Дуга, как гибкий проводник, легко изменяет свое положение магнитным полем. Собственное электромагнитное поле дуги может отклонять ее столб вблизи больших масс металла - это так называемое магнитное дутье.
В ряде случаев это явление затрудняет сварку; приходится применять различного рода приемы, ослабляющие магнитное дутье (выполнение шва обратноступенчатым способом, стабилизация дуги путем наложения на нее постоянного электромагнитного поля с помощью соленоида и т. д.).
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ