ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
 15 мая, 2016
15 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov Источники питания сварочной дуги должны отвечать следующим требованиям: 1) обеспечивать необходимые для данного технологического процесса силу тока дуги и напряжение дуги; 2) иметь необходимый вид внешней характеристики, чтобы выполнить условия стабильного горения дуги; 3) иметь такие динамические параметры, чтобы молото было обеспечить нормальное возбуждение дуги и минимальный коэффициент разбрызгивания.
Обычно напряжение холостого хода источников питания сварочной дуги составляет 70—90 В. Мощность определяется силой необходимого сварочного тока для данного технологического процесса. Для снижения расхода электроэнергии при сварке и обеспечения падающей внешней характеристики необходимо правильное соотношение магнитных потоков в магнитных цепях источников питания.
Сварочные генераторы. Принцип получения падающей внешней характеристики генератора путем изменения потока в воздушном зазоре под полюсом является основным для современных сварочных генераторов.
Мо форме внешних характеристик сварочные генераторы постоянного тока можно подразделить на следующие группы: генераторы с падающими внешними характеристиками; генераторы с жесткими внешними характеристиками; универсальные генераторы, позволяющие получать падающие и жесткие внешние характеристики путем переключения обмоток.
Генератор имеет две обмотки возбуждения: намагничивающую!1<), включенную параллельно нагрузке между одной из основных щеток и дополнительной, или питаемую от отдельного источ-
![]() С Л. И. Акулов и др.
С Л. И. Акулов и др.
ника постоянного тока; последовательную обмотку ПО, включенную в цепь якоря генератора.
Потоки Фн — намагничивающий и Фп — поток последовательной обмотки, создаваемые намагничивающими силами этих обмоток, направлены встречно в генераторах с падающими или согласно в генераторах с жесткими характеристиками.
Последовательная обмотка в большинстве генератооов, выполненных по таким схемам, имеет несколько секций, что дает возможность ступенчатого изменения числа витков этой обмотки.
Основной способ регулирования реяшма данных систем генераторов — изменение силы тока в намагничивающей обмотке возбуждения tH с помощью реостата, включенного последовательно в цепь обмотки. При увеличении тока г„ увеличивается напряжение холостого хода U0 генератора, а следовательно, повышается и сила тока дуги. Зависимость тока нагрузки от тока в обмотке возбуждения называется регулировочной характеристикой /д = = / (*н)-
Для расширения предела обычно применяют дополнительное ступенчатое регулирование с помощью секционирования последовательной обмотки. В пределах каждой ступени плавное регулирование осуществляют с помощью реостата в цепи намагничивающей обмотки.
Режим в генераторах с жесткими внешними характеристиками регулируют только путем изменения тока намагничивания г„ с помощью реостата в цепи этой обмотки. При необходимости регулирования или включения сварочного тока автоматически в цепь намагничивающей обмотки возбуждения вводят контактные или бесконтактные (тиристорные) регуляторы.
Б настоящее время сварочные генераторы остаются главным образом в агрегатах для сварки в полевых условиях, где привод осуществляется от двигателя внутреннего сгорания. Во всех остальных областях применения сварки на постоянном токе они вытесняются сварочными выпрямителями.
В СССР выпускаются однопостовые генераторы как с падающими, так и с жесткими внешними характеристиками. Некоторые типы являются универсальными (табл. 24). Подавляющее число одноиостовых генераторов имеет независимую намагничивающую обмотку возбуждения, и только некоторые генераторы — с самовозбуждением, так как их часто используют в агрегатах для сварки в нолевых условиях с двигателями внутреннего сгорания. Выпускаемые одпопостовые генераторы позволяют перекрыть весь диапазон необходимых для дуговой сварки токов (30—800 А). Генераторы типов ПС-1000 и ПСУ-1500-2 применяются для питании сварочных автоматов при сварке под флюсом.
Г 1>а нс форматоры для электр о дуго вой сварки. Трансформаторы дли дуговой сварки принадлежат к специальным видам однофазных понижающих трансформаторов.
Ill»
|
Тііґииіца 24. Характеристики наиболее распространенных тіптов сварочных преобразователей для питания дуги постоянным током
|
t. Напряжение холостого хода на вторичной обмотке трансформатора должно быть таким, чтобы была возможность начального и повторных возбуждений дуги и поддержания ее горения в процессе сварки при всех значениях сварочного тока, на который рассчитан трансформатор.
2. Внешняя характеристика трансформаторов, предназначении для ручной, автоматической и полуавтоматической сварки под флюсом, должна быть падающей.
2. Должна быть обеспечена возможность регулирования режима сварки в широких пределах.
Как и в других источниках питания, при работе сварочного трансформатора постоянно чередуются три режима: холостой ход, работа под нагрузкой и короткое замыкание.
Для современных источников питания дуги переменного тока падающую внешнюю характеристику получают нутом искусственною увеличения индуктивного сопротивления.
Конструктивно трансформаторы для питания сварочной дуги можно разделить на следующие основные группы: 1) трансформаторы с дросселями, выполненные в виде двух раздельных аппаратов или в виде одного аппарата; 2) трансформаторы с развитым магнитным рассеянием; 3) трансформаторы с подмагничиванием постоянным током.
Основные уравнения режима работы источников питания дуги переменного тока:
холостой ход
U о = U^/uY,
нагрузка
короткое замыкание
ІК.5 — &о/Хр,
где f/1 — напряжение на первичной обмотке; Xv — реактивное сопротивление в цепи источник питания — сварочная дуга.
Режим сварки при использовании трансформаторов с дросселем и трансформаторов с подмагничивапием постоянным током регулируют путем изменения индуктивного сопротивления реактивной обмотки или участка сердечника, насыщаемого от дополнительной обмотки, питаемой постоянным током.
Трансформаторы могут быть с увеличенным магнитным рассеянием; их выполняют с подвижными обмотками или с магнитными шунтами. Режим сварки регулируют с помощью механизма, перемещающего одну обмотку относительно другой или магнитный шунт, в результате чего изменяется величина потока рассеяния.
|
Таблица 25. Характеристики некоторых типов трансформаторов дли питания дуги переменным током
|
Трансформаторы или дроссели с подмапшчиванпем удобно использовать в установках при автоматическом регулировании силы тока дуги (например, в случаях автоматического вывода кратера с заданной скоростью), а та кже при дистанционном регулировании режима сварки.
Трансформаторы для трехфазной сварки имеют пониженное напряжение холостого хода, так как пет перерывов в горении дуги в межэлектродном пространстве. Поэтому у таких трансформаторов U0/Un — і, 2-І-1,25. Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 26
Сварочные выпрямители. По мере совершенствования и увеличения мощности полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания сварочной дуги постоянного тока выпрямителей. Перед преобразователями сварочные выпрямители имеют следующие преимущества: белее высокий к. н. д. и меньшие потерн на холостом ходу; лучшие динамические свойства; мепьшую массу; большую надежность и простоту обслуживания при эксплуатации; бесшумность при работе; большую экономичность при изготовлении.
Основной недостаток сварочных выпрямителей — их большая чувствительность к колебаниям напряжения сети, чем у сварочных преобразователей.
Сварочный выпрямитель состоит из двух основных узлов: понижающего трансформатора с регулирующим устройством и блока вентилей. В общий комплект источника питання часто также включается секционированный дроссель, обеспечивающий необходимые динамические характеристики для нормального переноса электродного металла в шов. Этот дроссель предназначен для снижения скорости нарастания тока короткого замыкания и соединен последовательно с дугой в цепи выпрямленного тока, индуктивность его обычно составляет несколько миллигенри.
В конструкциях отечественных сварочных выпрямителей находят применение селеновые вентили с пластинами размером 100 X 400 мм, собираемые в блоки необходимых мощности или напряжения. Обычно блоки вентилей принудительно охлаждаются потоком воздуха от специального вентилятора. В кремниевых выпрямителях силовые блоки собирают из отдельных вентилей на силу тока 50 или 200 А (ВК-50 или ВК-200-3) с допустимым обратным напряжением 150 В. Кремниевые вентили также требуют интенсивного принудительного охлаждения, для чего их укрепляют на радиаторах, охлаждаемых потоком воздуха от вентилятора.
Разрабатывают выпрямители с использованием в выпрямляющих силовых обмотках управляемых вентилей-тиристоров. Схема управления тиристорами обеспечивает необходимый вид внешней характеристики, широкий диапазон регулирования силы сварочного тока и стабильность его при колебаниях напряжения питающей сети (ВД-304).
В качестве понижающего трансформатора в сварочных выпрямителях используют чаще всего трехфазные трансформаторы с нормальным или повышенным магнитным рассеянием. Особенно широкое распространение получили трансформаторы с подвижными катушками (ВД-101, ВД-301, ВД-302, ВКС-300 и др.). Они просты по устройству, обладают достаточно высоким к. гг. д., имеют небольшой вес. В таких трансформаторах два диапазона сварочных токов, обеспечиваемых соответствующим соединением первичных и вторичных обмоток. Кроме того, часто используют и трансформаторы с дросселями насыщения (ВСУ-500, ВДГ-301 II др.).
В выпрямителях типа И11І1 применяются трансформаторы с подвижными магнитными шунтами, перемещаемыми между раздвинутыми первичными и вторичными обмотками.
Аналитическое выражение для рабочего участка внешней характеристики сварочного выпрямителя, собранного но трехфазной мостовой схеме,
|
|
При этом среднее значение напряжения холостого хода выпрямителя непосредственно зависит от напряжения на трансформаторе:
Vхх = 31 3 Uт/т[;
где Um - амплитудное значение вторичного напряжения трансформатора.
Ток короткого замыкания определяется полным реактивным сопротивлением одной фазы источника питания вентилей (трансформатора и дросселя):
Динамические свойства трехфазных выпрямителей с падающей внешней характеристикой зависят от отношения рабочего напряжения дуги к напряжению холостого хода. Чем выше напряжение дуги перед коротким замыканием, тем больше отношение /к з „Ш;//д. С уменьшением отношения £/д/([7хх максимальное значение тока снижается, что благоприятно отражается на процессе переноса расплавленного металла. При UR/UXX = — 0,4-у0,5 сварка протекает удовлетворительно.
Сварочные выпрямители для многопостового питания обладают предельно жесткой характеристикой. Трансформатор выпрямителя — трехфазный, с нормальным рассеянием. Выпрямительные блоки собирают из кремниевых вентилей с принудительным воздуш мым о хлаждением.
Введение цепи стабилизации выходного напряжения позволяет использовать многопостовые выпрямители для сварки в углекислом газе (например ИДГМ-1001/1601). Пологопадающие харак-
|
Рис. 73. Схема питания сварочных постов для ручной дуговой сварки от многопостового сварочного выпрямителя (СВ) |

тсристики, необходимые для точного подбора режима, обеспечивают специальными регулировочными реостатами; необходимую индуктивность для снижения разбрызгивания вводят специальными дросселями.
Многопостовые сварочные выпрямители применяют в цехах или на участках, имеющих большое число стационарных сварочных постов. Так как режим работы каждого поста не зависит от режимов работы других постов, выходное напряжение выпрямителя не должно изменяться при изменении тока нагрузки во всем диапазоне, т. е. он должен обладать жесткими характеристиками.
Режим сварки при централизованном питании от многоно- стового выпрямителя регулируют на каждом рабочем месте независимо. Для этого каждый сварочный ноет подсоединяют к магистрали многопостового выпрямителя с последовательным включением балластного реостата. Благодаря этому характеристика поста падающая.
При холостом ходе напряжение между электродом и изделием равно напряжению холостого хода источника питания. При сварке напряжение дуги равно напряжению источника минус падение напряжения на участке цепи между ним и электродо - держателем (t/д = U0 — 1Л/?<•), причем сопротивление сварочной цепи складывается из сопротивления проводов (Впр) и сопротивления балластного реостата (Во):
Вс — ВПр + До-
Сила тока дуги сварочного поста
1а — 1л. — {ио .£д/Д„ (ЯПР<Д0).
И случае короткого замыкания IK а = UJBg. Режим сварки при многопостовом питании регулируют путем изменения сопротивления балластного реостата у каждого поста (рис. 73). Число постов т, которые могут быть подключены к многопостовому выпрямителю, определяют с учетом коэффициента одновременности а;
т -— і, н/сс/да,
где /г „ — номинальная сила тока выпрямителя; а — коэффициент одновременности, равный 0,(5; 1пс — средняя сила тока поста.
Централизованное питание многих постов от одного многопостового источника но сравнению с наличием на каждом посту однопостового генератора или выпрямителя имеет следующие преимущества: уменьшается установленная мощность (в расчете на один пост); сокращаются расходы на амортизацию, ремонт, обслуживание; уменьшается производственная площадь. Недостатки — относительно большие потери мощности в балластных реостатах, снижающих к. п. д. поста. В результате общий к. п. д. при многопостовой сварке ниже, чем при однопостовой.
Вследствие этого на 1 кг наплавленного металла при многопостовом питании расходуется на 40—45% электроэнергии больше, чем при однопостовом. Поэтому окончательный выбор системы питания следует сделать после экономического подсчета, где должны быть учтены все показатели: стоимость оборудования; стоимость энергии; стоимость ремонта; стоимость обслуживания; отчисления на амортизацию.
Параметры основных типов выпускаемых сварочных выпрямителей приведены в табл. 26.
Импульсные источники питания сварочной дуги. Такие источники используются при сварке как плавящимся, так и неплавя - щимся электродом.
Процесс сварки происходит при непрерывно горящей маломощной дуге и периодически зажигающейся импульсами мощной дуге. Источник питания представляет собой комплект из двух источников, которые работают одновременно и независимо друг от друга. Такие источники могут быть спроектированы специально (И11ИД-1, ИПИД-300, ИПИД-300М) или составлены из сварочного генератора или выпрямителя (например, ПСГ-500, ИПП-300П, ВС-500 и т. н.) и генератора кратковременных импульсов, амплитуда и длительность которых регулируются.
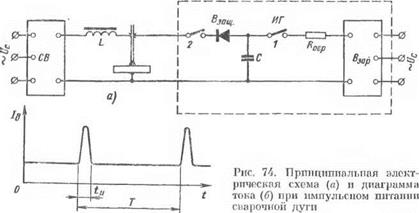
На рис. 74, а приведена принципиальная схема источника питания, в котором в качестве генератора импульсов применена схема с накоплением энергии, периодически с частотой 50 или 100 Гц подключаемая к дуговому промежутку. Параллельно с основным источником питания СВ подключен импульсный генератор ИГ, состоящий из выпрямителя 7?зар, сопротивления Догр, ограничивающего ток заряда накопительной емкости С. Коммутирующие устройства 1 и 2 периодически подключают конденсатор С к дуге, па которую он и разряжается, кратковременно увеличивая ее ток. Дроссель L предназначен для защиты сварочного выпрямителя от перенапряжений при подаче импульсов тока на дугу.
На рис. 74, б показана форма тока, протекающего через сварочную дугу. Обычно длительность импульса t„ составляет ~0,1 Т, где Т — период цикла.
Устройства для поджигания и стабилизации горения сварочной дуги. Во многих технологических процессах, где необходимо
|
|
S)
возбуждение дуги без соприкосновения электрода с изделием (аргонодуговая сварка, плазменная сварка и резка и т. п.), для этой цели используют пробой дугового промежутка дополнительным импульсом высокого напряжения. Это также необходимо бывает для стабилизации возбуждения дуги переменного тока при перемене полярности питающего напряжения.
Первоначальное возбуждение дуги чаще всего осуществляется искровым осциллятором. Однако он малопригоден для стабилизации дуги из-за отсутствия синхронизации высоковольтных импульсов с напряжением дуги или сварочного трансформатора. Кроме того, осциллятор вызывает сильные радиопомехи при работе. Поэтому в последнее время разрабатывают конструкции импульсных возбудителей дуги — генераторов импульсов.
Для первоначального пробоя промежутка электрод—деталь, равного Г) мм, требуются следующие напряжения: в аргоне 3,2 кВ; азоте 7 кВ; воздухе 8 кВ; углекислом газе 9,2 кВ.
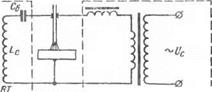
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный повышающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, составленный из емкости Ск, индуктивности LK, обмотки связи Lc и блокировочного конденсатора Со- Обмотки LK и Lc образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ в начале иолупериода заряжает конденсатор Ск и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный контур L,{CK оказывается закорочепным и в нем возникают затухающие колебания с резонансной частотой
2.11 ]/ ЬКСЛ 44’
где Ни — эквивалентное активное сопротивление контура.
|,ш
В большинство случаев /0 выбирают в пределах 250—1000 кГц. :)ти высокочастотные колебания через обмотку Lc и конденсатор Сс прикладываются к дуговому промежутку. Блокировочный конденсатор С г, предотвращает шунтирование обмоткой Lc дугового промежутка для напряжения источника питания. Изоляцию обмотки сварочного трансформатора от пробоя защищает дроссель, включенный в сварочную цепь. Мощность осциллятора обычно составляет 250—350 Вт. Длительность импульсов от осциллятора должна составлять десятки микросекунд.
Другим способом бесконтактного возбуждения дуги является применение импульсных генераторов, использующих накопительные емкости, которые заряжаются от специального зарядного устройства и в моменты повторного возбуждения дуги разряжаются на дуговой промежуток. Так как фаза перехода сварочного тока через пуль но время сварки не остается строго постоянной, то для обеспечения надежной работы генератора необходимо устройство, позволяющее синхронизировать разряды емкости с моментами перехода тока дуги через ноль.
Схема такого генератора с электромагнитным коммутирующим устройством показана на рис. 75, б. Конденсаторы С1 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается непосредственно от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность Ы и сопротивление R4, позволяющие регулиро-
![]()
![]()
 пт
пт
|
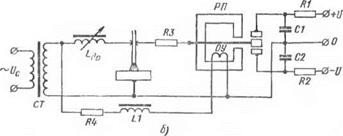
вать моменты замыкания контактов реле РП. Эти замыкапия должны происходить в моменты перехода сварочного тока через нуль или несколько позже.
При замыкании одного из контактов напряжение заряда соответствующего конденсатора оказывается приложенным к электродам дуги и при достаточной его величине вызывает повторное возбуждение дуги и ее подключение к основному источнику питания. Вместо электромагнитного поляризованного реле разработаны также коммутирующие схемы на тиратронах и тиристорах, позволяющих лучше синхронизировать процесс повторного возбуждения.
Надежные повторные возбуждения дуги обеспечиваются при следующих параметрах: 67 = С2 = 10 мкФ; U3aр3г200 В.
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ