ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
 30 апреля, 2016
30 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov 10.1. Характеристики источников питания дуги и требования к ним
Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием к ним необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). Одной из характеристик источников тока является внешняя вольтамперная характеристика, представляющая зависимость напряжения на выходных зажимах источника от силы тока нагрузки, выражаемая графически. Внешние вольтамлерные характеристики источников питания сварочной дуги могут быть (рис. I0.1) падающими (напряжение уменьшается с увеличением сварочного тока), жесткими — уменьшения напряжения с увеличением силы тока нс происходит, возрастающими — при увеличении силы тока напряжение возрастает. Наиболее часто используют источники с характеристиками первого типа. Между статической вольтамперной характеристикой дути и внешней характеристикой источника питания должно быть определенное соответствие. При стабильном горении дуги требуется выполнение условия
/д /и, 'Uli — Uw-
При совмещении волътамперных характеристик источника 2 и дути / (рис. 10.2) такое условие может выполняться в двух точках: А и Я Однако устойчивый процесс существования дути будет лишь в точке А В этой точке при уменьшении сварочного тока напряжение источника оказывается большим необходимого для горения дути по статической характеристике сс, что приведет к возрастанию силы тока и процесс вернется в точку А. Увеличение силы тока в точке Атребует возрастания напряжения, необходимого для горения дути, согласно статической характеристике. Однако напряжение источника, согласно внешней характеристике, будет меньшим, что, в свою очередь, вызовет снижение силы тока. Поэтому сила тока уменьшится и режим горения дуги вновь восстановится в точке А.
и
![]()
![]()
![]()
![]()
![]()
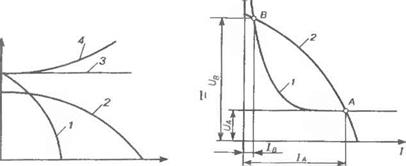 При рассмотрении процесса в точке В картина иная. При уменьшении силы тока здесь для поддержания дугового разряда, согласно статической характеристике дуги, требует ся более высокое напряжение. Его значение становится больше, чем может дать источник при этом же токе, и дуга погаснет. Если в точке В сила тока увеличится, то напряжение дути станет меньше напряжения источника. Избыток напряжения вызовет дальнейшее возрастание силы сварочного тока вплоть до значения, соответствующе го силе тока в точке А. В результате процесс достигнет положения устойчивого горения в точке А.
При рассмотрении процесса в точке В картина иная. При уменьшении силы тока здесь для поддержания дугового разряда, согласно статической характеристике дуги, требует ся более высокое напряжение. Его значение становится больше, чем может дать источник при этом же токе, и дуга погаснет. Если в точке В сила тока увеличится, то напряжение дути станет меньше напряжения источника. Избыток напряжения вызовет дальнейшее возрастание силы сварочного тока вплоть до значения, соответствующе го силе тока в точке А. В результате процесс достигнет положения устойчивого горения в точке А.
Выбор источника питания по типу' внешней характеристики производят в зависимости от способа сварки и конкретных условий ведения процесса. При рунной сварке применяют источники с крутопадающей внешней характеристикой. При этом частые изменения длины дути сопровождаются незначительными изменениями сварочного тока и теплового режима сварки, что нс отражается на размерах сварочной ванны и геометрических параметрах шва. Источники питания с пологопадающей внешней характеристикой применяют дня автоматической сварки под слоем флюса и в среде защитных газов проволокой диаметром 1,6—2,0 мм. При этом поддержание постоянетва параметров сварочного режима достигается за счет саморегулирования дуги. Оно заключается в изменении скорости плавления электродной проволоки при колебаниях длины дуги. Для этих условий необходимо, чтобы при небольших отклонениях длины дути (а следовательно, и напряжения) изменения силы тока были значительными. Это лучше обеспечивается при
пологопадающей внешней характеристике источника. Сварка в защитных газах тонкой электродной проволокой на больших плотностях силы тока, когда статическая характеристика дуги имеет возрастающий характер, производится от источников тока, имеющих жесткую или слегка возрастающую характеристику. В этом случае процесс саморегулирования протекает более интенсивно, повышается устойчивость горения дуги, облегчается се зажигание, уменьшается разбрызгивание.
 С технологических позиций источник питания дури должен легко настраиваться на нужный режим сварки Для этой цели в них необходимы регулирующие устройства, позволяющие получать семейства однотипных внешних характеристик, различающихся значениями своих параметров (рис. 10.3).
С технологических позиций источник питания дури должен легко настраиваться на нужный режим сварки Для этой цели в них необходимы регулирующие устройства, позволяющие получать семейства однотипных внешних характеристик, различающихся значениями своих параметров (рис. 10.3).
Важны и динамические свойства источников питания дуги. Сила тока и напряжение в дуге в процессе сварки беспрерывно меняются. Это связано с переходом капель электродного металла и наличием коротких замыканий. В эти моменты напряжение дуги падает до нуля, а сварочный ток возрастает. При возобновлении дугового разряда напряжение дуги вновь начинает возрастать от нуля до напряжения зажигания. При этом источник питания дуги должен изменять напряжение от нуля до напряжения холостого хода. Источник должен быстро реагировать на все изменения, проходящие в дуге. При этом сила тока и напряжение источника принимают свои установившиеся значения не мгновенно, а в течение некоторого времени в зависимости от его магнитной инерционности. Способность источника быстро реагировать на изменения, происходящие в дуге, определяет его динамические свойства. Чем быстрее источник питания дуги восстанавливает напряжение, тем лучше его динамические свойства. При этом обеспечиваются спокойный перенос металла с электрода в сварочную ванну, уменьшение разбрызгивания и улучшение качества сварки. Динамической характеристикой источника питания является время, необходимое для восстановления напряжения от нулевого значения в момент короткого замыкания, которое не должно быть более 0,05 м до рабочего
напряжения. При этом и скорость нарастания силы тока короткого замыкания также должна быть оптимальной. При больших скоростях нарастания силы тока наблюдается взрывной характер плавления электрода с сильным разбрызгиванием металла, при малых скоростях — затрудненное образование ионизованного промежутки и затрудненное возбуждение дуги. Источники питания дуги по современным стандартам характеризуются рядом параметров, получаемых при работе на установившихся режимах. К установившимся режимам относят работу источников при холостом ходе, рабочей нагрузке и коротком замыкании.
Номинальная сила тока определяет расчетное значение сварочного тока источника. Номинальные силы тока источников питания дуги соответствуют параметрическому ряду, обычно установленному для источников электрического тока. Номинальные силы тока большинства выпускаемых источников питания находятся в пределах 50—1000 А.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке. В большинстве случаев за максимальную силу тока принимают номинальную силу-тока. Отношение максимальной силы тока к минимальной показывает кратность регулирования. Обычно она изменяется от трех и выше.
Напряжение холостого хода в значительной мерс определяет условия зажигания и повторного возбуждения дуги и регулируется на зажимах источника при отсутствии нагрузки в сварочной цепи.
Номинальное рабочее напряжение характеризует напряжение на зажимах источника под нагрузкой и условно определяется линейной функцией от сварочного тока. Для источников с номинальным значением сварочного тока до 600 А оно определяется по формуле V— 20 + 0,04 /СЕ, где /сн — сила тока. Для более мощных источников условное рабочее напряжение принимают равным 44 В и выше. Продолжительность работы источника при заданной мощности определяет возможность его перегрева.
Источники сварочного тока могут работать в одном из следующих режимов: перемежающемся, повторно-кратковременном и продолжительном.
В перемежающемся режиме работа под нагрузкой в течение времени tH чередуется с холостым ходом в течение времени когда источник силы тока не отключается от сети. Такой режим характеризуется относительной продолжительностью нагрузки, определяемой по формуле ПН = ——— 100%. Такой режим работы
^кх
характерен для источников при ручной дуговой сварке, а также для автоматической и механизированной сварки на постоянном токе. Для ручной сварки в большинстве случаев источники имеют номинальную ПН, равную 20,35 и 60%.
В повторно-кратковременном режиме работа под нагрузкой чередуется с временем пауз, когда источник полностью отключается от сети на время /[Т. Такой режим характеризуется
![]() относительной продолжительностью включения П В —
относительной продолжительностью включения П В —
где /п — время паузы. Такой режим характерен для автоматической и механизированной сварки на переменном токе и источники имеют ПВ, равную 60% и более.
В данном случае /н + /хх и 4 + /п представляют собой расчетнопроверочный цикл /д, который принимают равным 5 или 10 мин. При этом расчетный ток выбирают при номинальном значении ПН или ПВ.
Если истожшик питания используется при ПН или ПВ, которые отличаются от указанных в паспорте, максимально допустимый сварочный ток определяется по формуле.
![]()
![]()
![]() 4
4
Пример 1. Дан преобразователь, у которого /ном = 500А при ПНном — 65%, проверочный цикл 10 мин. Подсчитать максимально допустимый сварочный ток, если генератор работает непрерывно более 10 мин, т. е. ПНраб — 100%:
Вывод: источник может использоваться для непрерывной работы при силе тока не более 400А.
Пример 2. Дан сварочный трансформатор, у которого /ном — 1000А при ПНном” = 75%. Определите допустимый ПН, если трансформатор используется при силе тока 1200А:
Вывод: трансформатор можно применять для сварки при силе тока 1200А, но при ПН менее 52%.
Все сварочные источники в промышленности классифицируются по ряду признаков: переменного тока — сварочные трансформаторы, генераторы повышенной частоты; постоянного тока — генераторы, выпрямители. Далее разделение производят по конструктивным особенностям, ввду внешних характеристик, по количеству подключаемых одновременно постов сварки и др. Требования к источникам и их характеристики определяются соответствующими ГОСТами.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ