Индукционная пайка
 9 февраля, 2016
9 февраля, 2016  Oleg Maloletnikov
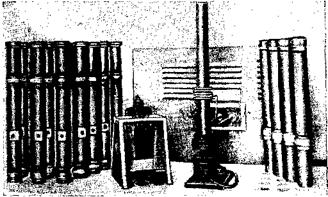
Oleg Maloletnikov При этом способе пайки необходимое тепло получается от электрического тока, индуктирующегося непосредственно в подлежащих пайке деталях, отсюда и название индукционная пайка. При индукционной пайке соединяемые детали располагают около или внутри специальных индукторов (токовозбуждающие катушки) и не включают в электрическую цепь (фиг. 7).
|
Фиг. 7. Установка для индукционной пайки. |
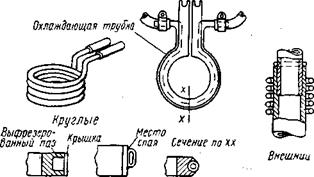
Припой обычно укладывается у места соединения перед пайкой. Хорошо сконструированное соединение и правильно выполненный индуктор обеспечивают одновременный нагрев всех соединяемых деталей до необходимой температуры. Типичные виды индукторов показаны на фиг. 8.
Флюсы для пайки обычно применяются, за исключением тех случаев, когда их функцию выполняет специально подаваемая к месту пайки атмосфера.
Для получения тока высокой частоты обычно применяются три источника: машинный генератор, резонатор и ламповый генератор.
 |
|
|
|
|
|
|



![]()

Тепло для пайки этим способом получается за счет сопротивления протеканию электрического тока через электроды и подлежащее пайке соединение. Детали, составляющие соединение, в этом случае являются частью электрической цепи.
 Припой в любой удобной форме предварительно укладывается у соединения или присаживается вручную с внешней стороны соединения в процессе пайки. Необходимо учитывать, что при применении флюса электропроводность соединения уменьшается (большинство флюсов, когда высыхают, становятся изоляторами). Если используется специальная атмосфера, выполняющая функцию флюса, то флюс не применяется.
Припой в любой удобной форме предварительно укладывается у соединения или присаживается вручную с внешней стороны соединения в процессе пайки. Необходимо учитывать, что при применении флюса электропроводность соединения уменьшается (большинство флюсов, когда высыхают, становятся изоляторами). Если используется специальная атмосфера, выполняющая функцию флюса, то флюс не применяется.
При этом способе пайки соединяемые детали помещают между двумя электродами, сдавливают надлежащим образом и пропускают через них ток. Давление с электродов не снимается до тех пор, пока расплавленный припой в соединении не затвердевает. В некоторых случаях оба электрода могут быть расположены на одной и той же стороне соединения, если с другой стороны предусмотрена соответствующая поддержка детали, обеспечивающая создание необходимого давления для пайки.
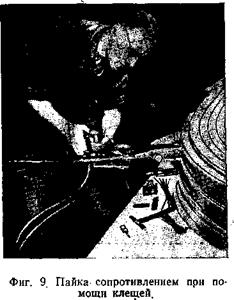
Обычное приспособление для пайки сопротивлением состоит из клещей или зажимов с электродами, закрепленными на конце каждой рукоятки клещей (фиг. 9). Рукоятки являются проводниками тока и присоединены проводами к трансформатору. Для пайки можно применять как переменный, так и постоянный ток, но в последнем случае пайка стоит значительно дороже. Для устранения перегрева деталей клещи желательно охлаждать водой. Пайку сопротивлением можно выполнять также и на сварочных машинах.
Электроды могут быть из графита, угля, тугоплавких металлов или медных сплавов, в соответствии с необходимой электропроводностью.
 Опубликовано в РУКОВОДСТВО. ПО ПАЙКЕ МЕТАЛЛОВ
Опубликовано в РУКОВОДСТВО. ПО ПАЙКЕ МЕТАЛЛОВ