ГОРЯЧИЕ ТРЕЩИНЫ ПРИ СВАРКЕ
 4 марта, 2016
4 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov Этот тип дефектов часто встречается при сварке и объясняется в общем случае тем, что возникающие при охлаждении кристаллизующегося металла деформации укорочения не обеспечиваются его деформационной способностью. Горячие трещины в зависимости от температуры их образования делятся на кристаллизационные и подсолидусные. На рис. 4.9 схематично объяснен механизм образования кристаллизационных трещин. Кривая 3 отражает изменение пластичности металла в области высоких температур (так называемый температурный интервал хрупкости - ТИХ), а отрезки 1 и 2 - нарастание деформаций от момента
|
Рис. 4.9. I I - частичность металла и двухфазной области и тепловые деформации мри снижении температуры: Т{) — температура начала усадки; Т и Тл - температуры линий солидуса и ликвидуса диаграммы состояния; 1 — минимальная тепловая деформация Л Г : 2 — максимальная тепловая деформация ЛГа.,; 1 і — изменение пластичности металла при нагреве |
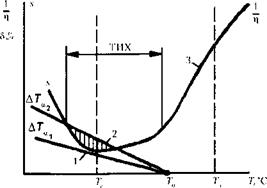
образования сплошного кристаллического скелета (при температуре Г0). Наклон прямых 1 и 2 различен. Если а2 > а,, то наклон прямой 2 больше, чем прямой 1. При этом фактическая деформация меньше деформационной способности металла во всем диапазоне температур, и прямая 1 расположена ниже кривой 3. Иначе - фактическая деформация меньше деформационной способности металла в ТИХ, и горячих трещин ожидать не следует. Если же вблизи от температуры ликвидуса деформации при охлаждении выше деформационной способности металла (прямая 2 пересекает кривую 3), то могут появиться горячие трещины.
Поэтому важным для предотвращения горячих трещин является выбор такого металла шва, который обладал бы в температурном интервале хрупкости высокой деформационной способностью. Наличие различных элементов-примесей в металле шва приводит при кристаллизации к образованию легкоплавких эвтектик, располагающихся по границам кристаллитов, где легко и происходит разрушение при деформациях. В ряде случаев образовавшиеся горячие трещины могут «залечиваться», если в кристаллизующемся металле имеется достаточное количество эвтектик, температура плавления которых ниже температуры плавления основного металла, находящегося в данный момент времени в закристаллизовавшемся состо
янии (эвтектики находятся в жидком состоянии по границам растущих кристаллитов). Если количество жидкой эвтектики велико, то образовавшаяся трещина заливается еще жидкой эвтектикой.
Большое влияние на образование горячих трещин оказывает характер первичной структуры кристаллизации. При крупнокристаллической структуре и определенной толщине эвтектических прослоек по границам зерна склонность к образованию горячих трещин растет, а при измельчении зерна - уменьшается. Поэтому полезны любые способы измельчения зерна (модификация, электромагнитное перемешивание и др.) или изменение фазового состава металла шва. Так, однофазные аустенитные стали и никелевые сплавы имеют повышенную склонность к образованию горячих трещин - добавление элементов, образующих ферритную фазу, эту склонность уменьшает.
Из технологических приемов следует отметить выбор режимов сварки, обеспечивающих благоприятную форму шва (отношение
ширины шва к глубине провара: ~=у). Более широкие швы менее
склонны к образованию горячих трещин, что связно с характером кристаллизации (рис. 4.10).

 |
а)
При сварке перлитных сталей (низко - и среднелегированных) уменьшение образования горячих трещин наблюдается при введении подогрева, а при сварке аустенитных сталей - с применением жестких режимов.
![]() 8 Заказ № 1398
8 Заказ № 1398
![]()
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ