
ЭЛЕКТРОБЕЗОПАСНОСТЬ ПРИ ВЫПОЛНЕНИИ Я ЭЛЕКТРОСВАРОЧНЫХ РАБОТ Я
 24 марта, 2016
24 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov При ручной электродуговой сварке в процесе рабо-и ты сварщик имеет дело с электрическими Установка-! ми — сварочными агрегатами и передвижными транс-В форматорами, а также с различным электрооборудова-В нием (кабели, провода, рубильники, электрододержате-1 ли и др.). Опасность поражения электрическим током возникает как при непосредственном соприкосновении с токоведущими частями установки, находящимися под напряжением, так и при соприкосновении с металлическими частями установки, случайно оказавшимися под напряжением вследствие 'Повреждения изоляции.
При использовании машины постоянного тока наибольшее напряжение холостого хода машины не должно превышать 65 В. Опыт показывает, что при таком напряжении постоянного тока опасность поражения сравнительно невелика. Меры защиты требуются только при работах в особо опасных помещениях.
При сварке дугой переменного тока рабочее напряжение, подводимое от сварочного трансформатора к свариваемому изделию, не должно превышать 70 В. Работая на переменном токе, необходимо строго следить за выполнением мер безопасности. Все корпуса сварочных установок, генераторов, электродвигателей, сварочных трансформаторов и других установок надо обязательно заземлять.
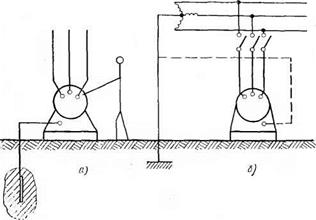
Сварочные агрегаты, машины и трансформаторы снабжают защитным кожухом для надежной защиты токоведущих частей первичной цепи. Необходимо следить, чтобы все защитные кожухи были надежно закреплены. Вторичную обмотку трансформатора для снижения опасности перехода на нее первичного напряжения при пробое следует надежно заземлять вместе с металлическим кожухом (рис. 2).
|
Рис. 2. Схемы защитного заземления (а) и зануления (б) |
Напряжение холостого хода источника питания по. стоянного и особенно переменного тока представляет опасность в тех случаях, когда сварщик соприкасается с большими металлическими поверхностями, поэтому
 при работе в особо опасных условиях, например при сварке внутри металлических емкостей (котлов, ЦИС - терн и др., в колодцах в тоннелях, в понтонах и отсеках судов), при наружных работах на металлоконструкциях, а также при некоторых отдельных видах сварки, во избежание длительного воздействия на пряжения холостого хода электросварочные установки должны иметь блокировку, при которой автоматически происходит включение сварочной цепи при соприкосновении электрода со свариваемым изделием и автоматическое отключение при холостом ходе. Этим обеспечивается полная безопасность сварщика при электросварочных работах в особо опасных местах.
при работе в особо опасных условиях, например при сварке внутри металлических емкостей (котлов, ЦИС - терн и др., в колодцах в тоннелях, в понтонах и отсеках судов), при наружных работах на металлоконструкциях, а также при некоторых отдельных видах сварки, во избежание длительного воздействия на пряжения холостого хода электросварочные установки должны иметь блокировку, при которой автоматически происходит включение сварочной цепи при соприкосновении электрода со свариваемым изделием и автоматическое отключение при холостом ходе. Этим обеспечивается полная безопасность сварщика при электросварочных работах в особо опасных местах.
Автоматическое отключение сварочного трансформатора. Схема безопасной блокировки должна применяться при ручной сварке с трансформаторами, у которых напряжение холостого хода превышает 70 В, и при автоматической сварке, если напряжение трансформатора при холостом ходе превышает 80 В, а также при сварке внутри металлических сосудов и котлов.
Принудительная схема автоматического отключения сварочного трансформатора показана на рис. 3, из которого видно, что как только сварщик перед началом сварки прикоснется электродом Э к свариваемой детали, цепь вспомогательного трансформатора Т, рассчитанного на напряжение 12—24 В, окажется замкнутой. В результате этого катушка контактора К возбуждается и. втягивая сердечник, замыкает контакторы К і и Къ включает первичную обмотку сварочного трансформатора СТ и одновременно с этим размыкает контакты Кг - При этом катушка контактора окажется включенной
лараллельно дросселю Д. Сварочный ток, проходя через дроссель, вызовет на нем падение напряжения, которое питает катушку контактора. При окончании работы или смене электрода дуга обрывается, напряжение на дросселе падает до нуля и катушка контактора, теряя питание, размыкает с помощью контактов /Сг первичную цепь сварочного трансформатора и этим отключает его от сети. Одновременно с этим происходит размыкание контактов К и замыкание контактов Кг-
Рассмотренная схема имеет большое экономическое значение, так как уменьшает время холостого хода и тем самым сокращает потери от холостого хода, повышает коэффициент мощности машины.
Основные требования безопасности для автоматической и полуавтоматической сварки. При сварке под флюсом каждый сварочный аппарат должен иметь отдельный заземляющий провод, подсоединяемый непосредственно к заземляющей магистрали. Не допускается использование контура заземления в качестве обратного провода. Кроме того, напряжение в цепях автоматической аппаратуры выше, чем при ручной дуговой сварке, поэтому все неподвижные провода заключают в металлические трубки, а подвижные — в резиновые рукава, обшитые брезентом или обмотанные в два слоя кипериой (прорезиненной) лентой. Все части автоматов и полуавтоматов, которые в случае повреждения изоляции могут оказаться под напряжением, должны быть надежно заземлены. Номинальный ток плавких предохранителей не должен быть выше предельного тока, указанного в паспорте установки.
Переключающее устройство снабжают защитным кожухом во избежание случайных прикосновений. Во время установки и снятия свариваемой детали, смены кассеты со сварочной проволокой и при других подготовительных работах сварочную установку следует отключать от питающей сети.
* При контактной сварке корпус машины должен быть надежно заземлен. Переключатели режимных ступеней н рубильники должны быть изолированы.
Переключение ступеней напряжения, включение игнитронных и тиратронных прерывателей, перестановка и зачистка электродов и другие вспомогательные операции следует производить при отключенном рубильнике. Шкафы, пульты и станины, внутри которых расположены то-
ксведущие части под сетевым напряжением, должны иметь блокировочные дверцы, отключающие первичное напряжение при их открывании. Опасность ожогов при выплеске металла (иногда на расстояние 3—4 м) предотвращается применением ограждающих экранов.
Требования без-
|
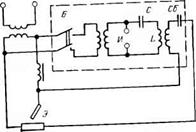
Рис. 4. Схема сварки с осциллятирим |
применения ряда дополнительных мер предохранения от поражения электрическим током.
С помощью осциллятора получают ток высокого напряжения 2000 В и выше. В целях профилактики электротравм осциллятор должен быть огражден, а его кожух надежно заземлен либо изготовлен из токонепроводящего материала. Доступ к осциллятору должен быть возможен только после его отключения; с этой целью кожух осциллятора снабжают блокировкой, автоматически отключающей то к при снятии кожуха или при открывании дверцы кожуха. Провода, идущие от осциллятора, должны иметь специальную защиту.
Использование осциллятора для сварки. При применении осциллятора для стабилизации неустойчивой дуги переменного тока необходимо соблюдать ряд мероприятий по безопасности, к числу которых относятся наличие конденсатора безопасности и автоматическое отключение напряжения при смене электродов.
На рис. 4 приведена схема сварки с осциллятором, который представляет собой генератор высокой частоты и состоит из катушки индуктивности L, емкости С я искрового разрядника Я. Наложение высокого напряжения (2,5—3 кВ) с высокой частотой (150—300 кГц) на сварочный ток обеспечивает устойчивость дуги и облегчает ее зажигание.
При замыкании обкладок конденсатора С колеба
тельного контура при Пробое в цепь сварки будет Подираться высокое напряжение (2,5—3 кВ) низкой частоты. Для предотвращения этого в схему включают добавочный конденсатор Сб, называемый конденсатором безопасности. Этот конденсатор представляет значительное сопротивление для токов низкой частоты и тем самым уменьшает опасность поражения этим током, несмотря на высокое напряжение.
Конденсатор безопасности Сб, как и конденсатор С, должен подвергаться регулярному осмотру и проверке.
В целях безопасности осциллятор должен иметь кожух с блокировкой Б, показанной на рис. 4, с помощью которой отсоединяется питание при подъеме кожуха. В этих же целях электрододержатель должен иметь ручку, изготовленную из диэлектрика с большой электрической прочностью; смена электрода должна осуществляться :при автоматическом отключении напряжения.
 Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ
Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ