
ЭЛЕКТРИЧЕСКИЙ ИНДУКЦИОННЫЙ НАГРЕВ
 20 июня, 2016
20 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov Довольно широкое и все возрастающее применение находит электрический индукционный нагрев. Его производят вихревыми токами (токами Фуко), возникающими в металле, внесенном в переменное магнитное поле. Последнее создается обмоткой, питаемой переменным током. В этом случае обмотка, создающая поле, или индуктор, может рассматриваться как первичная обмотка трансформатора, а нагреваемый металл — как вторичная обмотка, замкнутая накоротко. Таким образом, для индукционного нагрева необходим источник переменного тока соответствующей частоты и достаточной мощности — индуктор, размеры и форма которого
определяются размерами, формой и свойствами металла нагреваемого изделия (рис. 46, о).
Для индукционного нагрева первостепенное значение имеет частота тока. При малых частотах, например при частоте промышленного переменного тока 50 гц, передача энергии от индуктора к нагреваемому металлу идет медленно. Практически может быть передана лишь небольшая тепловая мощность, увеличивающая температуру металла всего на несколько сотен градусов, что иногда используется для незначительного, медленно протекающего нагрета. С повышением частоты передача тепла становится более интенсивной, и при частотах 2000— 3000 гц уже можно плавить металл в электрических индукционных печах. Для сварки же оптимальными оказываются более высокие частоты — от сотен тысяч герц до мегагерц. Частоты в несколько тысяч герц дают машинные генераторы переменного тока, приводимые во вращение обычными электродвигателями. Более высокие частоты получают в ламповых генераторах, преобразующих при помощи электронных ламп обычный промышленный ток в токи высокой частоты. От генератора ток идет к индук-
|
Рис. 46. Схема индукционного нагрева изделия токами высокой частоты (а) и типы индукторов (б) |
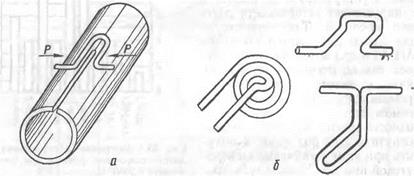
тору, представляющему собой обмотку из одного или нескольких витков медной трубки, по которой протекает охлаждающая вода. Форма индуктора соответствует нагреваемому изделию. Некоторые типы индукторов показаны на рис. 46, б.
Важное значение для индукционного нагрева имеет так называемый поверхностный эффект, или скин-эффект, суть которого состоит в том, что переменный ток распределяется по сечению проводника неравномерно. При этом плотность его максимальна у поверхности проводника, где и выделяется большая часть тепла. Степень неравномерности зависит от частоты тока и свойств материала проводника. При низких частотах, например при промышленной частоте 50 гц, скин-эффект незначителен, и рс многих случаях его можно не принимать во внимание, %
Неравномерность распределения тепловой мощности может быть оценена толщиной поверхностного слоя металла (глубиной прогрева), в котором выделяется приблизительно 90% всего тепла:
d =5,3 ■ 104 Yjj см’ (Ш.29)
где р — удельное сопротивление, ом • см
(і — магнитная проницаемость металла; f — частота тока, гц.
При нагреве сталир возрастает, а р уменьшается. После точки Кюри (—800 °С) р скачком уменьшается до единицы. Следовательно, при повышении температуры толщина прогреваемого слоя возрастает. Выше точки Кюри почти все стали прогреваются приблизительно на одинаковую толщину, поскольку их р и и становятся примерно равными. При выводе формулы (111.29) использован ряд упрощающих предположений; более точные значения толщин поверхностного слоя определяются опытным путем. Результаты некоторых опытов приведены в табл. 8.
Таблица 8
Опытные значения толщин прогреваемого поверхностного слоя, мм
|
Частота тока, гц |
Медь |
Холодная сталь (a-Fe) |
Горячая сталь (T-Fe> |
|
108 |
0,007 |
0,002 |
0,065 |
|
10е |
0,067 |
0,02 |
0,65 |
|
ю6 |
0,21 |
0,07 |
2.1 |
|
104 |
0,67 |
0,2 |
6,5 |
|
2-Ю3 |
1,5 |
0,5 |
14,5 |
|
0,5 - Ю2 |
9,5 |
2,4 |
91,4 |
Из формулы (111.29) и табл. 8 следует, что токи достаточно высокой частоты проникают на незначительную глубину металла и индукционный нагрев из объемного практически превращается в поверхностный. Токи в поверхностных, очень небольших объемах металла быстро нагревают их до температуры пластического состояния и до расплавления.
На описанном нагреве основан индукционный метод сварки, широко применяемый при изготовлении тонкостенных сварных труб и других деталей. Индукционный нагрев используется также для пайки, подогрева изделий перед сваркой и т. п.
 Опубликовано в ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ
Опубликовано в ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ