
Автоматы для сварки под флюсом
 21 мая, 2016
21 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov Автомат ДДФ-1002 относится к автоматам с постоянной скоростью подачи электродной проволоки при сварке и работает по принципу саморегулирования дуги. Он предназначен для сварки переменным током под флюсом стыковых соединений со скосом и без скоса кромок, нахлесточных соединений, а также для выполнения угловых швов вертикальным и наклонным электродом. Сварные швы могут быть прямолинейными и кольцевыми Автомат в процессе сварки передвигается по изделию или уложенной на нем легкой направляющей линейке. Сварочный автомат состоит из двух основных узлов: сварочного трактора в комплекте с трансформато-
|
Р и с 11 .2 I рактор ЛДФ-1002 |
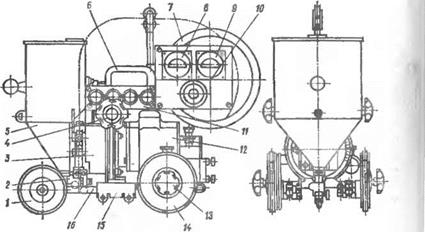
ром ТДФЖ-1002 УЗ со встроенным блоком управления. Сварочный трактор (рис. 11.5) представляет собой самоходный механизм, состоящий из редукторов подающего механизма и ходовой тележки, которые приводятся в движение общим электродвигателем 12. Наличие одного электродвигателя является характерной особенностью автоматов данного типа. Скорости подачи электродной про,- иолоки и сварки не зависят от напряжения сварочной дуги и регулируются ступснчато-сменными зубчатыми колесами. Электродная проволока подается в зону сварки механизмом подачи сварочной головки 3. Автомат передвигается вдоль шва ходовым механизмом 14. Оба механизма смонтированы с электродвигателем и один блок, являющийся несущим корпусом автомата. На корпусе укреплены мундштук 2 и кронштейн 6с пультом управления 11. На кронштейне смонтированы правильный и корректировочный механизмы 4, кассета 7для проволоки, бункер 5для флюса, переднее шасси автомата с холостыми бегунками 1. Мундштук обеспечивает подвод тока к электродной проволоке и направления ее в зону сварки. В нижней части он снабжен двумя неподвижными роликами, между которыми скользит электродная проволока. Контактное давление роликов создается пружинами. При значительном износе канавок роликов их поворачивают до восстановления контакта и
закрепляют. Правильный механизм обеспечивает выпрямление электродной проволоки, сматываемой с кассеты. Он состоит из трех стальных роликов, расположенных над механизмом подачи. Режим правки регулируют упорным винтом верхнего ролика.
Корректировочный механизм служит для смещения электродной проволоки поперек шва и поперечного наклона мундштука вместе с головкой, кронштейном и кассетой. Корректировочный механизм состоит из червяка, закрепленного на кронштейне, и червячного сектора, неподвижно закрепленного на корпусе электродвигателя. На оба конца червяка насажены маховички. При вращении маховичка червяк обкатывается по неподвижному сектору и поворачивает сварочную головку автомата. На пульте управления. встроенном в корпус кронштейна, установлены вольтметр А’, амперметр 9 и резистор 10, служащий для дистанционного регулирования сварочного тока. С левой стороны пульта расположены кнопки управления. Бункер служит для подачи флюса в зону ю|)ения дуги. Он снабжен ссыпным патрубком, перемещением которого по высоте регулируют толщину слоя флюса. На патрубке •а креплена игла-указатель, с помощью которой контролируют направление дуги по шву. Переднее шасси автомата состоит из траверсы 15, закрепленной на корпусе электродвигателя, и двух выдвижных штанг 16, на которых закрепляют передние колеса
тележки. Для ручного перекатывания автомата на валу задних колес тележки имеется фрикционная муфта с маховичками ]3, расположенными по обе стороны автомата. С помощью муфты вал можно отключать от сцепления с электроприводом и перекатывать вручную для установки его над местом сварки.
Механизм подачи электродной проволоки состоит из редуктора с двумя червячными и одной цилиндрической зубчатыми передачами, а также двух роликов, подающих в зону горения дуги зажатую между ними электродную проволоку. Для настройки на нужную скорость подачи проволоки цилиндрическая зубчатая пара имеет сменные зубчатые колеса. Механизм движения тележки также имеет съемную пару зубчатых колес для настройки скорости сварки. Оба механизма приводятся в действие одним электродвигателем переменного тока.
Электросхема автомата (рис. 11.6) обеспечивает подъем и опускание электродной проволоки при вспомогательных операциях, закорачивании электродной проволоки перед сваркой, подъеме проволоки из шлака после сварки; заправке проволоки в головку и др. (кнопки КнЗ «вверх», Кн4 «вниз»); настроечном передвижении
|
Рис. 11.6. Электрическая схема сварочною трактора АДФ-Ю02 |
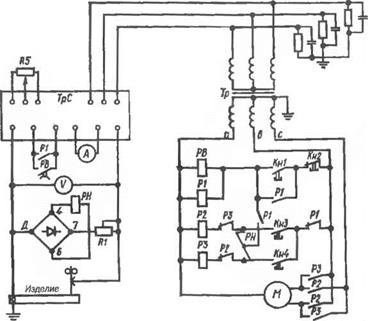
автомата (Кні «пуск», Кн2 «стоп»); включении сварочного тока и возбуждении дуги; подачу электродной проволоки в зону сварки и передвижении автомата по свариваемому изделию (Кн1); заварке кратера и отключении сварочного тока в конце сварки (Кн2). Работа электрической схемы состоит в следующем. Кнопкой Кн1 включаются реле времени (РВ) и реле Р1. Реле Р1 замыкает контакт и шунтирует кнопку Кн1, в результате чего она может быть отпущена после начала сварки. Реле Р1 и РВ замыкающими контактами включают контактор, находящийся в сварочном трансформаторе. В то же время размыкающий контакт Р1 отключает цепь ручного управления электродвигателем М. Контактор через главные контакты подает сварочное напряжение. При коротком замыкании проволоки с изделием напряжение между ними практически отсутствует. Через размыкающий контакт реле PH получает питание реле Р2, которое включает электродвигатель на подачу проволоки вверх. Возбуждается сварочная дуга, напряжение между электродом и деталью увеличивается и выпрямляется селеновым выпрямителем Д. При определенном напряжении срабатывает реле PH и размыкающим контактом отключает реле Р2, а замыкающим контактом включает реле РЗ. При этом двигатель реверсируется на подачу электродной проволоки в зону сварки и перемещение трактора по направлению сварки. При нажатии кнопки Кн2 отключаются реле РВ и Р1. С выдержкой времени 1—2 с, обеспечивающей заварку кратера, реле времени (РВ) замыкающим контактом отключает контактор сварочного трансформатора. Достоинствами автоматов типа ДЦФ-1002 являются простота конструкции, компактность, малый вес и габариты, высокая надежность.
Автомат ДДС-1000-2 является автоматом с зависимой от напряжения надуте скоростью подачи электродной проволоки при сварке, работающим по принципу автоматического регулирования дуги изменением скорости подачи электрода. Автомат является сварочным трактором. В этом автомате механизм подачи электродной проволоки и тележки перемещения снабжены отдельными электродвигателями постоянного тока. Регулирование скорости подачи и скорости сварки производится плавно изменением частоты вращения двигателей. Наличие отдельного двигателя для подачи про волоки позволяет применить автоматическое регулирование дуги по напряжению. Принципиальная электрическая схема автомата приведена на рис. 11.4. Конструктивно автомат АД С-100-2 (рис.
11.7) представляет собой четырехколесную тележку 7, на которой укреплены сварочная головка 4 с подающим механизмом для подачи проволоки, кассета 2 для проволоки, бункер 5 для флюса и пульт управления 3. Движение тележки осуществляется по рельсовому пути или непосредственно по изделию. Верхняя часть
 |
сварочного трактора поворотная, что дает возможность настраивать аппарат на сварку швов, расположенных на разном расстоянии от рельсового пути. Наличие отдельных электроприводов механизмов подачи проволоки и перемещения тележки несколько усложняет конструкцию, но зато увеличивается универсальность автомата.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ