
Циклограмма работы машин
 31 мая, 2016
31 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov В машинах постоянного тока обеспечивается регулирование сварочного тока по значению, форме и длительности в широких пределах, что позволяет собі
здать машины с большими технологическими возможностями по сварке изделий из металлов и сплавов широкой номенклатуры и с большим диапазоном толщин.
Для реализации технологической универсальности оборудования привод усилия сжатия электродов и схема управления обеспечивают работу машин по различным сложным и простым циклам и глубокое регулирование усилия сжатия. Для машин с усилием сжатия до 8000 даН применяется пневматический
|
|
привод, при более высоком усилии сжатия — гидравлический привод. Для получения глубокого регулирования усилия пневматический привод выполняется с суммированием на общем штоке усилий двух поршней пневматического цилиндра. Камеры давления одного поршня имеют различную. рабочую площадь, что позволяет еще более расширить диапазон регулирования усилия при работе с противодавлением. Гидравлический привод имеет более широкий диапазон регулирования усилия сжатия в связи с возможностью глубокого регулирования давления масла. Привод давления выполняется однопоршневым с различной рабочей площадью камер давления, что также создает возможность работы в режиме противодавления и обеспечивает глубину регулирования усилия до 1 :25.
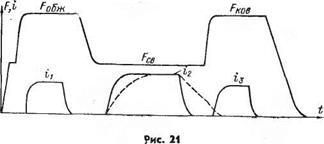
Наиболее сложная циклограмма работы машины приведена на рис. 21. В состав цикла входят три импульса тока і, осуществляющие предварительный подогрев деталей, сварку и отжиг после сварки. Зна - 62
|
Номи- |
Потреб ляемая мощ ность, кВ-А |
Номинальное усилие сжатия электродов, даН |
Толщина свариваемых деталей, мм |
||||||
|
Тип машины |
иальный свароч ный ток, кА |
Вылет электродов, мм |
Раствор сварочного контура, мм |
Алюминиевые сплавы |
Нержавеющие жаропрочные стали и сплавы титана |
Малоуглеродистая сталь |
Примечание |
||
|
Для точечной сварки: |
|||||||||
|
МТВР-4001 |
40 |
330 |
1600/1200 |
800/1200 |
140/390 |
От 0,3+0,3 до 1,5+1,5 |
От 0.4+0.4 до 2,0+2,0 |
От 0,4+0.4 до З. О+З. О |
Радиальная с пере - мениым вылетом и раствором |
|
МТВ-6302 |
63 |
550 |
10 000 |
1200 |
600 |
— |
От 3,0+3,0 ДО 8+8 |
От 4,0+4,0 до 12,0+12.0 |
С двумя подвижными электродами |
|
МТВ-6304 |
63 |
500 |
4000 |
1500 |
500 |
ЩОт 0,5+0,5 до З. О+З. О |
От 0,5+0,5 до 3,0+3,0 |
От 0,5+0,5 до 6,0+6,0 |
|
|
МТВ-8002 |
80 |
600 |
6300 |
1500 |
600 |
От 1,0+1,0 [до 4,5+4,5 |
От 0,8+0,8 до 5,0+5,0 |
От 1,0+1,0 до 8.0+8.0 |
|
|
МТВ-16002 |
160 |
1200 |
20 000 |
1700 |
600 |
От 2,5+2,5 до 8,0+8,0 |
От 2,5+2,0 до 10,0+10,0 |
От 4,0+4,0 до 20,0+ 20,0 |
|
|
Для шовной сварки: |
|||||||||
|
МШВ-1602 |
16 |
120 |
2000 |
1500 |
500 |
- |
От 0,3+0,з до 3,0+3,0 |
От 0,3+0,3 до 1,5+1,5 |
|
|
МШВ-6301 |
63 |
470 |
2000 |
1200 |
300 |
От 0,5+0,6 до^З,0+3,0 |
От 0,3+0,3 до З. О+З. О |
От 0,3+0,3 до З. О+З. О |
|
Номи- |
Потребляемая мощность, кВ-А |
Номинальное усилие сжатия электродов, даН |
Толщина свариваемых деталей, мм |
||||||
|
Тип машины |
нальный свароч ный ток, кА |
Вылет электродов, мм |
Раствор сварочного контура, мм |
Алюминиевые сплавы |
Нержавеющие жаропрочные стали и сплавы титана |
Малоуглеродистая сталь |
Примечание |
||
|
МШВ-6302 |
63 |
470 |
1600 |
2100 |
500 |
От 0,5+0,5 до 2,0+2,0 |
- |
- |
Для соединения концов рулонов алюминиевой ленты |
|
МШВ-10Э01 |
100 |
8Э0 |
4000 |
1300 |
300 |
От 1,8 + 1,8 до 4,5+4,5 |
От 1,0+1,0 до 4,5+4,5 |
От 1,0+1,0 до 5,0+5,0 |
|
|
МШВ-400І |
40 |
300 |
2000 |
600 |
140 |
1,5+1,5 |
От 0,5+0,5 до 2,5+2,5 |
От 1,0+1,0 до 2,5+2,5 |
Для сварки по отбортовке с высокой скоростью |
|
Для рельефной сварки: |
|||||||||
|
MPB-630I |
63 |
5Э0 |
5000 |
1000 |
400 |
— |
Кольцевой диаметр до 40 мм |
— |
|
|
MPB-400I |
40 |
300 |
800 |
300 |
350 |
10 рельефов при 1,0 + 1,0 |
Для сварки сепараторов шарикоподшипников |
||
|
MPB-800I |
80 |
700 |
3000 |
300 |
500 |
— |
— |
10 рельефов при 2,0+2,0 |
То же |
чёйие тока, длительность импульсов и паузы между ними регулируются независимо друг от друга. Уменьшая до нуля паузу между вторым (основным) i2 и третьим (дополнительным) і3 импульсами и изменяя значение установившегося тока із, можно получать замедленный спад сварочного тока с необходимой скоростью охлаждения сварного соединения. Усилие сжатия F изменяется в течение цикла сварки по заданной программе. Вначале задается повышенное усилие предварительного обжатия деталей Foots, которое необходимо для ликвидации возможных зазоров между деталями и формирования стабильного контакта в случае сварки жестких конструкций. Затем усилие обжатия снижается до значения сварочного усилия /•'ев - С момента установления /•'ев можно включать основной импульс тока, осуществляющий непосредственно сварку. После выключения сварочного тока усилие сжатия повышается с большой скоростью до значения ковочного усилия FK0B для ликвидации усадочных дефектов при охлаждении сварного соединения.
В машинах для шовной сварки обеспечиваются глубокое регулирование скорости сварки при непрерывном вращении роликов и шаговое перемещение свариваемых деталей.
Основные технические данные отечественных машин постоянного тока для точечной, шовной и рельефной сварки приведены в табл. 3. Часть указанных машин выпускается промышленностью, а часть разработана; изготовлены опытно-промышленные образцы, которые находятся в эксплуатации.
 Опубликовано в Оборудование для контактной сварки постоянным током
Опубликовано в Оборудование для контактной сварки постоянным током