Многопостовые источники питания дуги
 7 мая, 2016
7 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov При необходимости размещения значительного количества сварочных постов на ограниченной производственной площади целесообразно применять более мощные источники питания. Такие источники обеспечивают работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам
|
Рис 10.18. Счем.1 подключении сварочных ПОПОВ К МНОГО - посіовому исіочнику шлания jvtvi |
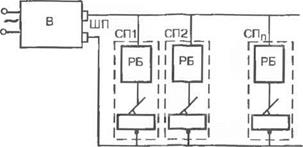
источника. Такие источники называют многопостовы. ми источниками питания дуги. Основное требование, предъявляемое к многопостовым источникам питания дуги,— обеспечение устойчивой работы каждого подключенного к нему поста как в установившемся, так и в переходных режимах независимо от воздействия других постов. Эта независимость постов обеспечивается неизменностью напряжения холостого хода вдоль шинопровода для каждого поста. Многопостовое питание часто используют для ручной дуговой сварки покрытыми электродами, автоматической сварки под флюсом и механизированной сварки в среде углекислого газа. При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное постовое (балластное) сопротивление. Схема подключения показана на рис. 10.18. Многопостовой источник (В) обслуживает п сварочных постов (СП1 —СПи) через общий шинопровод (ШП). Каждый сварочный пост подключен к шинопроводу через балластное сопротивление (РБ), с помощью которого производят регулирование силы сварочного тока и получение падающей вольтамперной характеристики для сварки. Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют. Многопосто - пые источники для сварки в углекислом газе отличаются тем, что в них имеется несколько выходных шинопроводов на разные напряжения холостого хода. Каждый сварочный пост в этом случае подключают к соответствующему шинопроводу с соответствующим напряжением.
В многопостовых выпрямителях большое внимание уделено использованию защитных устройств от перегрузки. Для сварки покрытыми электродами применяют выпрямители ВКСМ-1000, ВДМ71601 с балластными реостатами РБ-500. Для сварки в среде уг лекислого газа используют выпрямители ВМГ-5000 с реостатами РБГ-502. Используют также многопостовые генераторы постоянного тока (ГСО-500) и трансформаторы.
пі
При настройке сварочного трансформатора на рабочий режим необходимо: подключить трансформатор к питающей сети нужного напряжения; в зависимости от указаний в техническом паспорте сварочного трансформатора произвести переключение на заданную ступень сварочного тока или напряжения дути при отключенном сварочном трансформаторе или при работе его в режиме холостого хода; включить сварочный трансформатор: с помощью ручки токо - указателя установить необходимый сварочный ток при ручной дуговой сварке; с помощью ручки плавной настройки сварочного тока и амперметра установить необходимый сварочный ток при автоматической сварке под флюсом для трансформатора с пологопадающей внешней характеристикой; с помощью ручки плавной настройки напряжения дуги и вольтметра установить необходимое напряжение дуги при автоматической сварке под флюсом для трансформатора с жесткой характеристикой; с помощью специальной ручки управления сварочного автомата установить необходимую скорость подачи электродной проволоки и рабочую скорость его перемещения при автоматической сварке под флюсом.
При настройке сварочного выпрямителя на рабочий режим необходимо: подклклшть выпрямитель к сети нужного напряжения; включить сварочный выпрямитель; при работе выпрямителя в режиме холостого хода установить необходимую ступень сварочного тока для выпрямителя с падающей внешней характеристикой и необходимую ступень напряжения дуги для выпрямителя с жесткой или возрастающей внешней характеристикой; с помощью ручки плавной настройки сварочного тока или напряжения дуги установить необходимый сварочный ток или напряжение дуги при работе выпрямителя под нагрузкой или в режиме холостого хода, с помощью ручек управления сварочным автоматом или полуавтоматом установить необходимую скорость подачи электродной проволоки в режиме механизированной и автоматической сварки.
При настройке сварочного генератора на рабочий режим необходимо: подключить приводной электродвигатель сварочного преобразователя к напряжению питающей сети; проверить соответствие вращения якоря генератора направлению, указанному на его крышке или щитке; при вращении якоря генератора в противоположную сторон^' переключить линейные провода на зажимах приводного электродвигателя; с помощью переключателя или накладных перемычек на щитке переключателя установить необходимую ступень сварочного тока; включить сварочный генератор и с помощью ручки плавной настройки и амперметра установить заданный сварочный ток.
После проведения настройки заданного режима работы источника питания дуги еще раз проверить установленные значения сварочного тока или напряжения дуги и приступить к работе.
Для обеспечения бесперебойной и длительной работы источников питания сварочной дуги, а также для своевременного устранения мелких неисправностей при их эксплуатации надо проводить контрольно-профилактические работы.
При ежедневном обслуживании необходимо: перед началом работы осмотреть источник питания дія выявления случайных повреждений отдельных наружных частей;
проверить надежность подключения сварочных проводов к зажимам источника питания и свариваемому изделию; проверить заземление источника питания; после пуска проверить направление вращения вентилятора, т. е. правильность направления потока охлаждающего воздуха. Один раз в месяц нужно:
очистить источник питания от пыли и грязи, продувая его сжатым воздухом, а в доступных местах протирая чистой ветошью;
проверить состояние электрических проводов, механических контактов и паек и із случае необходимости обеспечить надежный электрический контакт;
проверить надежность всех винтовых соединений; проверить затяжку крепления силовых катушек; очистить пускатель от пыли и загрязнений, проверить состояние контактов: если контакты обгорели или на их поверхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца следует: проверить сопротивление изоляции токоведущих частей; проверить состояние блока управления, фильтра защиты от радиопомех и защитных цепей наружным осмотром, установить отсутствие механических повреждений конденсаторов;
в сварочных преобразователях проверить состояние коллектора, в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в течение пол угода необходимо: очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налета металлических частиц; смазать тутоплавкой смазкой все трущиеся части; в сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить ее. Один раз в год следует:
разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином; произвести плановый текущий осмотр для выявления необходимости в плановом ремонте.
Характерные неисправности в работе источников питания сварочной дуги, вероятные причины их возникновения и способы устранения приведены в табл. 10.4.
|
10.4. Характерные неисправности в работе источников питания сварочной дуги, вероятные причины их возникновения и способы устранения
|
|
Наименование неисправностей и дополнительные признаки |
Вероятная причина возникновения неисправности |
Способ устранения |
|
Недостаточно плотно поджаты контакты переключателя |
Поджать контакты переключателя |
|
|
Вышел из строя диод |
Заменить диод |
|
|
Выпрямитель не дает напряжения |
Не работает вентилятор |
Проверитьработу вентилятора |
|
Охлаждающий воздух засасывается с противоположной стороны |
Изменить направление вращения вентилятора |
|
|
Заедание в реле контроля вентиляции |
Проверить работу реле контроля вентиляции |
|
|
Переключатель диапазонов тока не установлен в крайнее положение |
Проверить положение переключателя диапазонов тока |
|
|
При щеке двигатель не работает |
Обрыв в цени одной из фаз двигателя (плохой контакт, сгорел предохранитель И ДР-) |
Устранить обрыв в цепи |
|
Повышенный нагрев контактов переключателя диапазонов, имеются следы поцгара |
Слабый контакт токоведущих шин с рабочими перемычками барабана |
Зачистить поверхность контактов |
|
Лопнулй или ослабли пружины токоведущих шин |
Заменить пружины |
|
|
Чрезмерный нагрев сердечника и стя! ивающих ею шпилек |
Нарушение изоляции листов сердечника и шпилек |
Восстановить изоляцию |
|
Выпрямитель автоматически отключается от сети Генератор гудит |
Вышел из строя один или несколько тиристоров выпрямительного блока |
Проверить тиристоры и при необходимости заменить их |
|
1 Іервич ну ю обмотку трансформатора пробило на корпус |
Проверить сопротивление изоляции, ликвидировать пробой |
|
|
Вторичную обмотку трансформатора пробило на корпус |
Устранить замыкание |
|
|
Короткое замыкание сварочной цепи Сварочные преобразователи Обрыв в цепи одной фазы (плохой контакт, сгорел предохранитель и др.) |
Проверить сварочную цепь, .ликвидировать замыкание Проверить цепь, устранить обрыв |
|
|
Генератор не выдает напряжения |
Обрыв в цепи возбуждения |
Проверить цепь, устранить обрыв |
|
Наименование неисправностей и дополнительные признаки |
Вероятная причина возникновения неисправности |
Способ устранения |
|
Преобразователь сильно греезся |
Нагрузка превосходит допустимую |
Снизить нагрузку до номинальной |
|
Искрение щеток, лшро - вождаемое нагаром На всех пластинах коллектора |
Щечки плохо прошлифованы |
Прошлифовать щетки |
|
Выступает слюда между пластинами коллектора |
Очистить кохіектор от слюды |
|
|
Коллектор заірязнен |
Коллектор протереть |
|
|
Обшрает большая труппа расположенных рядом пластин коллектора |
Биение коллектора |
Прочистить коллектор |
|
Искрение щеток, нагар на отдельных пластинах коллектора |
В ысту пают отдел ьн ые атастины коллектора |
Прошлифорать или про точить коллектор |
|
Короткое замыкание в обмотке якоря |
Перемотать якорь |
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ