ПОВЕРХНОСТНЫЙ ЭФФЕКТ
 28 марта, 2016
28 марта, 2016  Oleg Maloletnikov
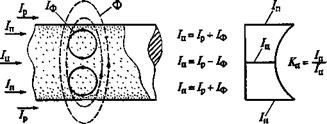
Oleg Maloletnikov Поверхностный эффект (скин-эффект) выражается в неравномерном распределении плотности переменного тока по сечению токоподводов вторичного контура и сечению деталей при стыковой сварке. Плотность тока уменьшается в направлении от поверхности токоподвода или свариваемой детали к центральной части. Степень неравномерности растет с увеличением частоты тока f диаметра детали d, проводимости v и магнитной проницаемости материала р. Поверхностный эффект приводит к кажущемуся увеличению сопротивления 7Ї_ проводника переменному току по сравнению с сопротивлением 7Ї= постоянному току. Такое увеличение характеризуется коэффициентом Кп = 7?~/7?=, который может изменяться от 1 до 1 000. Физический смысл поверхностного эффекта становится понятным из рис. 2.3, на котором видно, что этот эффект — результат сложения и вычитания токов самоиндукции (токов Фуко) с основным расчетным током соответственно на поверхности и в центре проводника. При контактной сварке поверхностный эффект учитывается в трех случаях: в расчетах сечений элементов вторичного контура (Кп = 1... 2,5); при разработке технологии стыковой сварки для предотвращения непровара деталей большого сечения; для разработки технологии и оборудования высокочастотной сварки продольных и кольцевых стыков труб.
|
Рис. 2.3. Схема поверхностного эффекта: /р — расчетный ток; /„ — ток по поверхности проводника; /„ — ток в центре проводника; /ф — ток Фуко; Ф — магнитный поток; Л",, — коэффициент поверхностного эффекта |
^динамический эффект — это притяжение или отталки - лроводников при протекании по ним токов соответ - ного или разного направления в результате взаимо - ектромагнитных полей индуцированных этими тока - 4). Сила взаимодействия проводников с током опреде - : гошением
![]()
 |
= А7С2В у cos а,
h
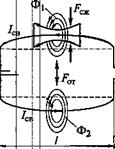 Рис. 2.4. Схема электродинамиче-
Рис. 2.4. Схема электродинамиче-
ского эффекта:
Лсж — силы сжатия проводников с одним направлением тока под действием сжимающего магнитного потока Ф(;
 |
— силы отталкивания проводников с противоположным направлением токов под действием противонаправленных отталкивающихся магнитных потоков Ф( и Ф2; /ш — сварочный ток; h расстояние между проводниками; / — длина проводников
5. С хема расположения разнополярных жил в одном рукаве: рез| дву. іучевой изолятор; 6 — через фигурный трубчатый изолятор; в — нес гиду іевой изолятор; г — с центральным расположением жил одной ост и і ■ рубчатом изоляторе и соосно навитыми жилами другой полярно - — і ву; у чевой изолятор; 2, 8 — трубчатые изоляторы; 3 — опорный стер - 4 4 ругав; 5,7— навитые жилы; 6 — шестилучевой изолятор; 9— вода
Рис. 2.6. Подсосдиненш
1 — мокрая перемычка; 2 пол у клещи; б, 7 — пере*
 |
|
контуры и трансформаторы, способствуя вып - ■;лла при точечной и стыковой сварке и пре - і лей при точечной и шовной сварке. Для борь - ческим эффектом гибкие элементы вторич- нарных машин подпружинивают, а вибриру-
![]()
 |
![Подпись: юн іе вторичные обмотки силового трансформатора вКіесйе с пер-вин ІЬІМИ обмотками пакетируют эпоксидным комшундом. Для уме іьшения износа при электродинамических рывкам ги( кие во- дос лаждаемые жилы вторичного контура подвесных і слешей рас- чле илот на три части, чередуют между собой жилы прямого и обі ітного направлений и помещают в общий шланг (р лс. 2 .5). Для упр шіения сборки таких биполярных гибких водоохла: кдае мых то- кої хдводов и ликвидации проблем с их подсоединен! ем і; транс- фо матору и клещам (рис. 2.6) более рационально исполыование дву рукавной конструкции (рис. 2.7), у которой оба рукава с жи- лаи І жестко стягиваются между собой воздушным шлангом, по кот рому одновременно подается воздух в пневмоцили] щр І ЛЯ сжа](/img/1319/image044_2.gif) |
ток; ■ время
 |
1 — момент «удачного» подключения и отключения; 2 — момент «неудачного»
подключения и отключения машины; а — угол отсечки; ф — угол отставания по
фазе тока / от напряжения и; т — время
ния по фазе тока от напряжения) и затяжке процесса сварки при «неудачном» отключении установки, когда а < <р (рис. 2.8). При «неудачном» отключении за ножами рубильника тянется электрическая дуга, которая сжигает рубильник установки и только таким образом отключает установку. При чередовании «удачного» и «неудачного» включений тепловыделение может меняться от точки к точке на порядок (рис. 2.9). В результате одна точка будет с непроваром, другая — с прожогом, третья и четвертая — нормальные. Так появляется нестабильность качества сварки. Переходные процессы у маломощных контактных машин длятся в течение одного периода (0,02 с), у мощных контактных машин — 5—10 периодов (это так называемая постоянная времени переходных процессов т„ для данных контактных машин).
Кроме нарушения стабильности качества сварки переходные процессы создают в обмотках трансформатора мощные электродинамические рывки, достигающие 500... 1500 Н и разрывающие эти обмотки.
Для борьбы с переходными процессами, особенно опасными при выключении сварочной машины, для контактной сварки разработаны специальные включающие устройства — асинхронные, полусинхронные и синхронные.
Асинхронные включающие устройства — это электромагнитные пускатели, не учитывающие переходные процессы и выключающие установку в любой промежуток времени относительно синусоиды тока питающей цепи, но снабженные дугогасящим устройством (рис. 2.10, о). Применяют их для стыковых контактных машин, у которых время сварки значительно больше тп.
Полусинхронные включающие устройства включают ток в любой момент относительно синусоиды тока питающей цепи, а выключают, когда ток в сети проходит через «нуль». Такие пускатели не имеют фазной регулировки (рис. 2.10, б).
|
|
 |
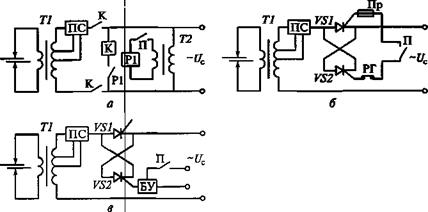
'чающие устройства (прерыватели тока) вклю - фданный момент относительно синусоиды тока — при нулевом значении переменного тока
в).
Контрольные вопросы
кие эффекты существенно влияют на результаты
моэлектрических эффектов? под шунтированием тока? анить токи шунтирования? я поверхностный эффект при контактной сварке? ий смысл поверхностного эффекта? эодинамичсский эффект?
анить влияние электродинамического эффекта? с ричного контура контактной машины? л этся переходные электрические процессы При кон - боэоться с переходными процессами при контактной
ГЛАВА З
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ