ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
 26 июля, 2016
26 июля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Сварка неплавящимся электродом в инертных газах применяется при изготовлении конструкций из химически активных металлов и сплавов (титана, алюминия, магния, нержавеющих сталей), которые сильно окисляются при нагреве в присутствии кислорода.
Оборудование для сварки неплавящимся электродом в инертных газах классифицируется по роду сварочного тока (постоянный и переменный), способу применения (ручное, автоматическое) и составу (в зависимости от состава комплектующих узлов).
В соетав оборудования для ручной ■ сварки входят специальная установка и сварочная горелка. В состав оборудования для автоматической сварки входят сварочная установка, сварочная головка, устройство для ее перемещения и аппаратура управления механизмами автомата. Сварочные установки состоят из источника сварочного тока и вспомогательной аппаратуры обеспечения устойчивого горения дуги, управления циклом сварки и газовой защиты.
Для сварки неплавящимся электродом применяют источники сварочного тока с крутопадающей внешней характеристикой. Такая характеристика обеспечивает стабильность силы сварочного тока при колебаниях длины дуги и устойчивость процесса сварки. Обычно для сварки неплавящимся электродом применяют источники с повышенным напряжением холостого хода. В большинстве случаев при аргоиодуговой сварке применяют источники постоянного тока. При использовании постоянного тока и примой полярности более благоприятно распределение тепла дуги, большая часть которого идет в сварочную ванну. Это позволяет увеличить срок службы вольфрамового электрода, повышает устойчивость и снижает напряжение горения сварочной дуги.
При сварке алюминия и его сплавов используют источники переменного тока. Здесь в моменты прямой полярности происходит плавление основного металла, в моменты обратной полярности — катодное распыление прочной я тугоплавкой окисной пленки на поверхности алюминия, препятствующей сварке.
В связи с тем, что глубина проплавления при сварке неплавящимся электродом очень чувствительна к колебаниям силы тока, к источникам предъявляются повышенные требования по стабильности силы сварочного тока при различных внешних воздействиях.
Источники питання дуги при сварке неплавящимся электродом должны иметь широкий диапазон регулирования тока. Это вызвано необходимостью снижения силы тока в конце сварки в несколько раз по сравнению с рабочим, чтобы избежать образования кратера. Устройство для заварки кратера входит в состав всех источников питания дуги при сварке неплавящимся электродом.
Источники питания некоторых установок обеспечивают также плавное нарастание силы тока в начале процесса сварки, что позволяет избежать разрушения вольфрамового электрода. При импульсно-дуговой сварке источник должен обеспечивать получение требуемых режимов пульсации силы тока.
В качестве источников постоянного тока, кроме специальных источников, используются тиристорные сварочные выпрямители ВДУ-305, БД У-504, ВДУ-505, ВДУ-601 при работе на крутопадающих внешних характеристиках. Например, установка для плазменной и аргоиодуговой сварки на постоянном токе УПС-301 в качестве источника сварочного тока содержит тиристорный выпрямитель ВДУ-305. В качестве источников могут применяться многопостовые выпрямители совместно с регуляторами тока.
В ряде случаев при сварке ответственных • конструкций, импульсно-дуговым способом применяют специализированные выпрямители, в качестве источников переменного тока — трансформаторы с подмагничиванием и с электронным регулированием. Трансформаторы должны иметь напряжение холостого хода 70...80 В, а при сварке в гелии— 120 В. Во избежание поражения сварщика электрическим током во всех установках предусматривается отключение напряжения холостого хода через 1...2 с после прекращения сварки. Для подавления постоянной составляющей в установках для сварки на переменном токе применяются спепиальные устройства (конденсаторы, диодно-тиристорные устройства).
Горелки для ручной сварки выпускают на токи до
|
Рис. 52. Горелки для ручной сварки типа ГР: |
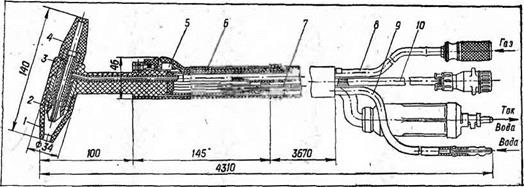
1 — сопло; 2 — цанга сменная; 3 — корпус; 4 — колпачок; 5 — выключатель; 6 — рукоятка; 7 — токоцро - вод; 8, 9 — трубки подвода газа и воды; 10 — провода управления
|
Горелка |
Номинальная сила сварочного тока, А |
Диаметр вольфрамового электрода, мм |
Вид охлажде ния |
|
ЭЗР-5 |
75 |
0,5; 1,0; 1,5 |
В оз душ- |
|
ЭЗР-3-66 |
150 |
1,5; 2,0; 3,0 |
иое |
|
ЭЗР-4 |
500 |
4,0; 6,0 |
|
|
ГР-4 |
200 |
0 8, 1,0; 1,2; 1,6; 2,0; 3,0; 4,0 |
|
|
ГР-6 |
400 |
3,0; 4,0; 5,0; 6,0 |
Водяное |
|
ГР-10 |
500 |
5,0; 6,0; 8,0; 10,0 |
|
|
ГСН-1 |
450 |
3,0; 4,0; 5,0 |
|
|
ГСН-2 |
150 |
2,0; 2,5; 3,0 |
|
|
ГСН-3 |
70 |
2,0; 3,0 |
500 А с водяным охлаждением (рис. 52). Горелки с естественным воздушным охлаждением применяются при сварке в монтажных условиях на токах до 150 А (табл. 50).
Для закрепления вольфрамового электрода и токопод - Вода применяют цанговые зажимы, для формирования струи защитного газа — сопла, имеющие коническую камеру на входе и цилиндрический канал на выходе.
Зависимость между внутренним диаметром цилиндрической части сопла и сварочным током такова:
Сила сварочного тока, А 100 200 300 400 580
Диаметр сопла, мм 6—8 10—12 14—16 18—20 20—22
Сопла малой и средней горелок ГР-4 и ГР-6 выполнены из керамики, горелка ГР-10 имеет медное сопло, охлаждаемое водой.
Горелкн для автоматической сварки рассчитаны на длительную работу и имеют ряд конструктивных особенностей: механизм для осевого перемещения воль
фрамового электрода, успокоительные камеры и сетчатые фильтры для создания ламинарного потока защитной газовой струи. Горелки для автоматической сварки (табл. 51) входят в состав установки и отдельно не выпускаются.
|
га к о, •9 &св |
Размеры, мм |
|||||
|
и |
||||||
|
СО £ |
Вид |
и |
||||
|
Г орелка |
Ц га W я р О В U (И к. |
охлажде- |
||||
|
шок s 5 К |
ния |
Вы- |
Диа- |
га |
||
|
Ном сила ного |
га go Д&§ R. E - га |
сота |
метр |
о га S |
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ