14. ПЛАЗМЕННАЯ СТРУЯ
 14 мая, 2016
14 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov Столб сварочной дуги заполнен ионизированным газом — плазмой. В обычной сварочной дуге длина столба составляет всего несколько миллиметров, и поскольку для сварки основное значение имеют процессы в электродных пятнах и приэлектродных областях, роль столба часто второстепенна, а его мощность невелика. При помощи сравнительно несложных приемов (используя воздействие магнитных полей, продувание струи газа и пропускание через обжимающее сопло) можно удлинить столб дуги до десятков и даже сотен миллиметров, одновременно уменьшить его диаметр и получить хорошо сформированную длинную струю плазмы. При этом напряжение дуги возрастает до 50—200 в и более, основную мощность несет струя плазмы, роль приэлектродных областей снижается. Плазменная струя превращается в очень концентрированный источник тепла, отвечающий многим требованиям сварочной техники. В последние годы успешно развиваются плазменные резка и сварка.
Схемы получения плазменной струи показаны на рис. 39: / — вольфрамовый электрод; 2 — корпус плазмотрона; 3 — плазменная струя; 4 — изделие. Усиленное охлаждение периферийных областей струи и механическое сжатие ее при пропускании через узкий канал концентрируют плазму в малых объемах, что обусловливает повышение температуры в центральной зоне струи и высокую степень ионизации находящихся в ней частиц. На рис. 40 показано влияние сжатия и внешнего охлаждения дуги на распределение температур в различных ее зонах. Видно, что длина области, ограниченной, например, изотермой 14 000 °К, увеличивается в три раза. / — зоны свободной дуги, горящей между вольфрамовым
|
Рис 39. Сварочные плазмотроны Рис. 40 Влияние сжатия и внешнего ох- прямого (о) и косвенного (б) лаждения на распределение температур действия. в дуге. |
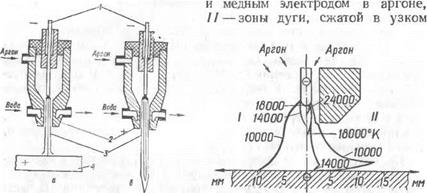
канале. В обоих случаях ток дуги и материал электродов одинаков. Вместе с тем температура зон сжатой дуги значительно выше, чем свободной. Центральная часть сжатой дуги представляет собой поток плазмы.
По своим характеристикам плазменная струя удовлетворяет всем требованиям, предъявляемым к источникам тепла при сварке. Тепловая мощность ее, получаемая при использовании пока еще несовершенного оборудования, достигает уже 8000—10 000 кал/сек (чего вполне достаточно для сварки и резки самых тугоплавких металлов) и принципиально может быть сделана сколь угодно большой. Эффективная тепловая мощность плазменной струи составляет —40% общей тепловой мощности: тр для различных условий колеблется в пределах 0,3—0,4. Тепловая интенсивность и тепловая концентрация плазменной струи в несколько раз выше, чем в обычных свободно горящих сварочных дугах.
Для получения дуговой плазмы в сварочной технике исполь зуют Ат, Не, N2, Нг, диссоциированный аммиак, атмосферный Б<?здух, врдяной пар, а также различные смеси этих газов.
Плазменная струя имеет широкие перспективы применения в качестве теплового источника для сварки и резки металлов. В настоящее время исследуются особенности плазменной струи и выясняются возможности использования ее в различных областях техники,
 Опубликовано в ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ
Опубликовано в ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ