ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ
 2 марта, 2016
2 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov Основные изменения при сварке плавлением характерны для металла ЗТВ, где они происходят под влиянием сосредоточенного источника теплоты - сварочной дуги. Сущность этих изменений хорошо согласуется в сопоставлении температур нагрева различных объемов металла ЗТВ с диаграммой состояния сплава (в данном случае Fe-C) основного металла. На рис. 4.2 рассмотрены изменения, происходящие при сварке низкоуглеродистой стали с концентрацией углерода С..
Непосредственно рядом со швом находится участок неполного расплавления основного металла. Участок I (нагретый от температур 1100...1200 °С) называется участком перегрева и характеризуется
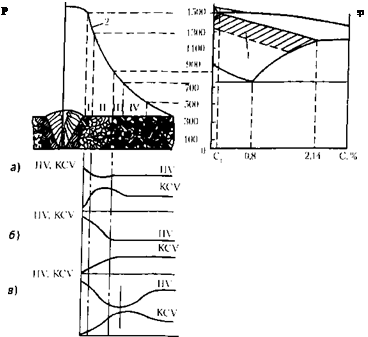 |
а - предварите.'м»ио нормализованной незакаливающсйся стази;
6 — закаливающейся стіп и; в — предварительно закаленной стали:
1 — область температур перегрева;
2 — кривая минимальных температур
интенсивным ростом зерна. II участок -перекристаллизации - характерен незначительным нагревом выше точки А и имеет мелкозернистую структуру с высокими механическими свойствами. На III участке (между точками полиморфного превращения Л(. и Ас ) происходит частичная перекристаллизация. Он имеет почти неизменное ферритное зерно с небольшим его измельчением. Металл, нагретый до температур ниже Л, (участок IV), имеет структуру, мало отличающуюся от основного металла. Если до сварки металл подвергался пластической деформации, то после сварки на этом участке происходит рекристаллизация, характеризующаяся сращиванием ранее раздробленных деформаций зерен металла. Большое значение
имеет и предварительная термическая обработка полуфабрикатов (закалка-отпуск, нормализация). Эти операции ведут к изменению механических свойств в ЗТВ (см. рис. 4.2, а-в).
В интервале температур 100...500 °С структура металла не претерпевает сколь-либо значительных изменений, однако, при повышенном содержании в металле кислорода и азота здесь может происходить «старение» металла, сопровождающееся снижением ударной вязкости.
Строение ЗТВ во многом зависит от химического состава стали (сплава), предварительной термической обработки свариваемых деталей, применяемых способов, режимов и технологии сварки.
Так, однопроходная сварка воздействует на металл зоны однократно, многопроходная приводит к автоматической термической обработке металла зоны от предыдущего прохода каждым последующим. При сварке короткими участками околошовная зона (так же, как и шов) длительное время находится в нагретом состоянии. Помимо структурных изменений это приводит к увеличению ширины ЗТВ. Последующие слои термически воздействуют на ранее нагретый металл зоны, производя ее автотермообработку. Такое же тепловое влияние последующие слои оказывают и на литой металл предыдущего шва. В нем тоже возникает ЗТВ, строение и структура которой значительно отличаются от ЗТВ в основном металле, подвергавшемся прокатке. Эта зона на участке перегрева не имеет крупного зерна и характеризуется мелкозернистыми структурами с повышенными пластическими свойствами.
Необходимо отметить некоторые особенности свойств участков ЗТВ. К ним относится область сплавления, находящаяся между линиями ликвидус-солидус диаграммы состояния. Для многих сталей этот интервал невелик (30...40 °С), и зона сплавления имеет небольшую ширину, ограниченную размерами 0,08...0,1 мм при ручной дуговой сварке и 0,15...0,2 мм при электрошлаковой и газовой сварке. Изменения химического состава в этой зоне невелики. Кроме некоторого перераспределения серы и водорода, структура крупнозернистая, постепенно переходящая к структуре перегрева. В этом участке довольно часто образуется «видманштетова» структура, характеризующаяся резко выраженной направленностью ферритных выделений. Эта структура приводит к охрупчиванию металла, снижению ударной вязкости до значений 2...3 кгс/см2 (0,2...0,3 МДж/м2). Видманштетова структура возникает при большом перегреве металла и более характерна для газовой сварки, чем для дуговой.
![]() 7 Заказ № 1398
7 Заказ № 1398
Для сталей структурные составляющие, полученные в разных участках ЗТВ, при распаде аустенита определяются скоростями охлаждения металла и его химическим составом. При соответствующем изменении структурных составляющих и размера зерна в разных участках ЗТВ изменяются и ее механические свойства (см. рис. 4.2).
В последнем случае на участке IV наблюдается падение твердости (отпуск). Участок перекристаллизации в случае сварки незакалива - ющихся сталей характеризуется повышенной ударной вязкостью и пониженной твердостью, что определяется мелкозернистой его структурой.
Ширина ЗТВ зависит от теплофизических свойств основного металла и погонной энергии, определяемой параметрами режима данного способа сварки. Так, при сварке встык листов со сквозным проплавлением общая ширина ЗТВ (см. рис. 4.2) будет равна
д = 1,48-10”4— [см],
cys 1 J
гдес/п =г|и - л - погонная энергия, Дж/см; су - объемная теплоемче и
кость, Дж/см * с; s - свариваемая толщина, см.
Естественно, что с увеличением погонной энергии растут размеры ЗТВ, что ярко выражено в случае ЭШС. Строение и свойства ЗТВ во многом определяют прочностные свойства и эксплуатационную надежность всего сварного соединения.
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ