ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ЭЛЕКТРОШЛДКОВОЙ СВАРКИ
 22 июля, 2016
22 июля, 2016  Oleg Maloletnikov
Oleg Maloletnikov 17.1. Особенности процесса электрошлаковой сварки
Стремление расширить область применения автоматическое дуговой сварки под флюсом привело к идее создания способа сварки в вертикальном положении с принудительным формированием шва. После наведения шлаковой ванны определенного объема процесс сварки дугой может перейти в процесс со шлаковым нагревом. Это позволяет получить ряд преимуществ, среди которых одно из основных — более равномерное распределение теплоты по объему ванны. Это особенно важно при сварке деталей большой толщины. Способ электрошлаковой сварки основан на выделении тс плоть! при прохождении электрического тока через расплавленный эле» тропроиодный флюс (шлак). Схема электрошлаковой сварки пока зана на рис. 17.1. Электрод ] и основной металл 2 связаны электрически через расплавленный шлак 3. За счет теплоты в шлаковой ванне при прохождении электрического тока металл электрода ц, кромки основного металла оплавляются и стекают на дно сварочноі) ванны 4. В начале процесса сварки возбуждают электрическую дугу, после расплавления флюса и образования шлаковой ванны жидкий флюс заливает и гасит дугу' и дуговой процесс переходит в бездуговай (электрошлаковый). Свариваемые детали собирают вертикально бе скоса кромок, с зазором 20—40 мм. Для формирования шва м удержания жидкого металла и шлака от вытекания применяю і специальные формирующие устройства — подвижные или нг подвижные медные ползуны (кристаллизаторы) 5, имеющие подв 6 охлаждающей воды,— или остающиеся пластины. Кристаллизу ющийся в нижней части металлической ванны наплавленный ме талл образует шов 7. [6]
за один проход могут быть сварены детали любой толщины;
сварочная ванна длительное время находится в жидком состоянии, поэтому образующиеся газы успевают Выйти на ее поверхность и исключить образование пор;
свариваемые детали прогреваются равномерно по вс^й толщине, к результате чего не происходит угловых деформаций сварных соединений;
производительность сварки в 5—15 раз (в зависимости от толщины металла) выше, чем при многослойной автоматической сварке под флюсом.
Электрошлаковой сваркой пользуются при изготовлении барабанов котлов высокого давления, станин мощных прессов, валов і идротурбин, валов судов, тяжелых сварно-литых и сварно-кованых конструкций и др. Ее также применяют для наплавки рабочих поверхностей металлами и сплавами.



![]() В зависимости от типа применяемого электрода различаю, несколько способов электрошлаковой сварки — электродной про волокой, элект]юдной пластиной, плавящимся мундштуком. Выбор способа электрошлаковой сварки определяется формой и размерами сечения соединяемых элементов и их протяженностью. В зависимости от толщины свариваемых деталей процесс ведут одним или несколькими электродами. Наибольшее распространение получила сварка проволочными электродами диаметром 2,5—3,5 мм. В зависимости от толщины (до 500 мм) применяется одно - или многоэлектродная сварка (чаще три электрода). Сварку пластинчатым электродом используют для швов небольшой длины (до 1,5 м) — с развитым прямоугольным сечением (шириной до 2 м). Сварка плавя шимся мундштуком как бы объединяет способы сварки проволочным и пластинчатым электродами. При этом в пластинчатом электроде, выполненном по форме сечения свариваемого элемента, делают пазы или к нему приваривают трубки для подачи электродных проволок. При сварке происходит одновременное расплавление и непрерывно подаваемых проволок, и неподвижной пластины — мундштука. Этим способом можно сваривать швы сложного криволинейного профиля. Основные виды элскт-
В зависимости от типа применяемого электрода различаю, несколько способов электрошлаковой сварки — электродной про волокой, элект]юдной пластиной, плавящимся мундштуком. Выбор способа электрошлаковой сварки определяется формой и размерами сечения соединяемых элементов и их протяженностью. В зависимости от толщины свариваемых деталей процесс ведут одним или несколькими электродами. Наибольшее распространение получила сварка проволочными электродами диаметром 2,5—3,5 мм. В зависимости от толщины (до 500 мм) применяется одно - или многоэлектродная сварка (чаще три электрода). Сварку пластинчатым электродом используют для швов небольшой длины (до 1,5 м) — с развитым прямоугольным сечением (шириной до 2 м). Сварка плавя шимся мундштуком как бы объединяет способы сварки проволочным и пластинчатым электродами. При этом в пластинчатом электроде, выполненном по форме сечения свариваемого элемента, делают пазы или к нему приваривают трубки для подачи электродных проволок. При сварке происходит одновременное расплавление и непрерывно подаваемых проволок, и неподвижной пластины — мундштука. Этим способом можно сваривать швы сложного криволинейного профиля. Основные виды элскт-
„ рошлаковои сваркой:
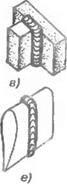
рошлаковых соединении по-
1 17 Э V °—стыковое раэнотолшинное, б—стыковое рапно-
КазаНЫНарИС. 17.2. Конструк - го. іщшшое. <?—тавровое, г—уїловое. д—-тавровое тинные параметры ИХ И с угловыми швами, е—переменной толщины
размеры определяются ГОСТ 15164-78, по которому предусмотрена три типа соединений: стыковые, угловые и тавровые. Стыковые в угловые соединения применяют при толщине деталей от 16 до 800 мм, а тавровые —от 16 до 450 мм. По ГОСТу допускается сварка
и больших сечений Электрошлаковую сварку применяют для стц лей, алюминия, титана и их сплавов толщиной свыше 25 мм.
Стандартом приняты следующие обозначения способов элект - рошлаковой сварки: ШЭ —проволочным электродом, ШМ —плавящимся мундштуком, ШП —электродом, сечение которого соответствует поперечному сечению свариваемых элементов.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ