Сварочная дуга переменного тока
 21 марта, 2016
21 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov  Особенности горения дуги переменного тока. Условия существования дуги при ее питании от источника переменного тока, например от трансформатора с синусоидальным напряжением, отличаются от условий ее существования при питании постоянным током. При синусоидальном напряжении частоты 50 Гц активное пятно на катоде сто раз в секунду изменяет свое расположение. К концу каждого полупериода синусоидальное напряжение уменьшается до нуля; при этом уменьшается напряженность электрического поля разрядного промежутка.
Особенности горения дуги переменного тока. Условия существования дуги при ее питании от источника переменного тока, например от трансформатора с синусоидальным напряжением, отличаются от условий ее существования при питании постоянным током. При синусоидальном напряжении частоты 50 Гц активное пятно на катоде сто раз в секунду изменяет свое расположение. К концу каждого полупериода синусоидальное напряжение уменьшается до нуля; при этом уменьшается напряженность электрического поля разрядного промежутка.
Вследствие этого уменьшается степень ионизации газа в столбе дуги, рассасывается пространственный объемный заряд в при - электродных областях и уменьшаются напряженности электрического поля Ек и Е3. Все это ухудшает условия Поддержания стабильного дугового разряда.
На рис. 1.12 приведена принципиальная электрическая схема питания дуги от источника переменного тока. Источник состоит из однофазного понижающего трансформатора Т с ничтожно малой индуктивностью обмоток, обладающего жесткой внешней характеристикой, и регулятора тока R, представляющего собой регулируемое линейное резистивное сопротивление. Резистор формирует внешнюю падающую характеристику источника и служит для регулирования сварочного тока.
Графики изменений во времени мгновенных значений вторичного напряжения щ трансформатора, сварочного тока t2 и напряжения на дуге цд приведены на рис. 1.13, (Для большей наглядности величины тока i2 и соответствующие им отрезки времени на рисунке сильно увеличены.) Графики представляют собой осциллограммы, полученные светолучевым осциллографом. Напряжение и ток запи
саны в отрицательный и положительный полупериоды синусоидального напряжения «2- Ток h и напряжение на дуге ил несинусоидальны. Последнее объясняется тем, что нагрузкой трансформатора является нелинейная среда разрядного промежутка, проводимость которого зависит от величины тока /г дуги. При наличии в сварочном контуре только резистивного сопротивления максимумы и нулевые значения i2 и ц2 совпадают во времени. В отрицательный полупери - ■од при t=ty, когда синусоидальное напряжение уменьшается до значения t/д, недостаточного для создания между изделием и электродом напряженности электрического поля, необходимой для существования дугового разряда, последний практически угасает. До t=tB
|
Рис. 1.13. Графики изменений во времени мгновенных значений вторичного напряжения «2 трансформатора, сварочного тока /2 и напряжения на дуге ил |
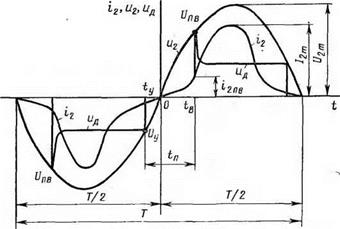
в положительный полупериод ток Ї2 практически равен нулю. Интервал времени от t—ty до t=tB называют временем перерыва tn в горении сварочной дуги. По осциллограмме (рис. 1.13), однако, видно, что в течение времени tn ток i2 в сварочном контуре не равне нулю. Осциллограф фиксирует наличие тока i2, т. е. то, что проводимость участка цепи между изделием и электродом не равна нулю. Наличие проводимости G разрядного промежутка обусловливается проводимостью плазмы и эмиссионной способностью нагретых электродов. Однако в течение времени tu электрический разряд является недуговым разрядом. В следующий полупериод, когда синусоидальное напряжение и2 начинает возрастать от нуля и достигает значения U2—Uu_B, в момент t=tB вновь создаются условия для существования дугового разряда и дуга повторно возбуждается. Напряжение UB. B, называемое напряжением повторного возбуждения дуги, зависит от многих факторов и прежде всего от физико-химических •свойств среды между изделием и электродом. Когда и2 в момент времени tB становится равным Un. B, в дуговом промежутке обеспечивается напряженность электрического поля такой величины, при которой возможны интенсивное зарождение свободных электронов и восстановление условий для существования самостоятельного дугового разряда. Возбуждение дуги после перехода и2 через нуль произойдет, как только будет создана требуемая напряженность электрического поля в дуговом промежутке.
Из рассмотренного можно сделать вывод, что при наличии в сварочном контуре только резистивного сопротивления в течение времени tn дуговой разряд отсутствует — дуга угасает. Следовательно, в этих условиях наблюдается нестабильность процесса сварки. Величина тока i2 электрического разряда и скорость изменения тока di2/dt при смене полярности незначительны. Можно считать, что в течение времени tu сварочный контур практически разомкнут. По исследованиям [11] величина тока i2 при t=tB составляет 1—2% от действующего значения тока i2. После повторного возбуждения дуги начиная с t=tB ток i2 и di2/cU резко возрастают.
Для уменьшения времени перерыва tn в горении дуги и увеличении dt2/d/ при смене полярности можно идти двумя путями: уменьшать 1/п. в, изменяя физико-химические свойства среды между электродом и изделием, или изменять свойства источника питания. Un. B можно уменьшить, вводя в парогазовую среду между электродом и изделием химические элементы с низкими потенциалами ионизации. Это можно осуществить путем покрытия стержневых электродов слоем, содержащим требуемые элементы, а при механизированной сварке вводить их в состав флюса или в состав фитиля, находящегося внутри ПОЛОЙ электродной проволоки. Снижение Un. B можно осуществить также, снижая давление среды.
При том. же значении Un. в время перерыва tn в горении дуги можно уменьшить за счет увеличения амплитудного значения напряжения и2 трансформатора. На рис. 1.14, а видно, что при увеличении U2m трансформатора дуга повторно возбуждается в момент t'B, благодаря чему уменьшается^.
Величина отношения ]/2U2K_xfUA=n, где £/гх. х— действующее значение напряжения холостого хода, зависит от способа сварки и физико-химических свойств среды. Как показывают исследования [11], 2-7-4. Однако увеличение U2m, а следовательно, и £/2х. х ог
раничено не только технико-экономическими показателями (увеличивается сечение сердечника, растет расход обмоточных материалов трансформатора), но в первую очередь условиями безопасности при выполнении сварочных работ. Исходя из этого, желательно не уве-- личение, а уменьшение 1/2х. х-
Из рис. 1.14, б. видно, что уменьшить tu можно увеличением частоты напряжения и2. При f'>f (f=50 Гц) дуга повторно возбуждается при tB <tB. Экспериментально установлено оптимальное значение частоты: наиболее устойчиво горит дуга при частоте
f'= (5—9)f. Следует отметить, что сварочная дуга повышенной частоты издает резкий звенящий звук и неблагоприятно воздействует на сварщика!
 |
Облегчить повторное возбуждение дуги переменного тока можно применением специальных устройств — осцилляторов и импульсных возбудителей. На практике питание дуги переменным током при ручной дуговой сварке в атмосфере воздуха плавящимся элек-
тродом и при сварке под флюсом осуществляют, включая в цепь дуги не резистор, а катушку с ферромагнитным сердечником, обладающую значительной индуктивностью, или осуществляют питание
 дуги от трансформатора, обмотки которого обладают большой индуктивностью.
дуги от трансформатора, обмотки которого обладают большой индуктивностью.
Устойчивость горения сварочной дуги при включе - нии в сварочный контур линейной индуктивности. Принципиальная электрическая схема источника питания дуги переменным током с катушкой индуктивности в сварочном контуре приведена на рис. 1.15. Катушка обладает индуктивностью L и ре-, зистивным сопротивлением R. Для облегчения анализа процессов, происходящих в схеме, примем, что цепь линейная. Дуга замещена линейным резистивным сопротивлением /?д. На схеме е2— вторичная э. д. с. трансформатора; ео2— э. д.с. рассеяния вторичной обмотки; R2— резистивное сопротивление этой обмотки.
При прохождении сварочного тока i2 по обмотке катушки индуктивности магнитодвижущая сила wK i2 возбуждает в сердечнике катушки изменяющееся во времени магнитное поле, кото
рое индуктирует В обмотке Э. Д.С. самоиндукции еL. По второму правилу Кирхгофа можно составить уравнение для сварочного контура, обходя его по направлению тока /2
Ид-1-/?2*2'Ь^?*2» (1.22)
где ид — мгновенное значение напряжения на дуге.
 |
Если дуга горит устойчиво, то напряжение ид можно считать постоянным и равным Va. Кроме того, в (1.22) R2I2 пренебрежимо мало по сравнению с э. д.с е2, т. е. |/?2^21 |иг|. Примем, что сва-
рочный ток 1*2=/2т sin G)t, т. е. начальная фаза тока фч=0. Тогда 42= и2т sin (<й/ - Kf2), где ф2 —УГОЛ СДВИГЭ МЄЖДУ П2 И І2
При Rz^Xl и X2<iXL величинами резистивного и индуктивного сопротивлений вторичной обмотки трансформатора по сравнению с xL можно пренебречь и тогда из (1.22) при сделанных допущениях получим линейное уравнение
Щг=и(Е24)
где uL — — eL=Ld i2/d t=xLl2m sin (ш/-j- jt/2).
Подставив вместо и2 и иь их выражения, записанные выше в (1.24), получим
^2m sin (<ot-]-<p2) — Uд-j--*)/2т Sin(lD/-f я/2). (1.25)
На рис. 1.16 приведены графики изменений во времени мгновенных значений И2, /2, Ид И Их,.
В окрестности значения тока i2—0 остаточная проводимость плазмы в дуговом промежутке чрезвычайно мала. Можно считать, что разрядный промежуток после угасания дуги практически разомкнут. Из (1.25) при t—О имеем
![]() U2m sin ъ=хь12т.
U2m sin ъ=хь12т.
Напряжение, подведенное к разрядному промежутку, представ ляет собой алгебраическую сумму двух э. д.с. е2 и вь-
![]() йд—e2--eL.
йд—e2--eL.
Когда ток i2 при смене полярности, пройдя нуль, возрастает, то в магнитном поле индуктивности L накапливается энергия. В дальнейшем при уменьшении синусоидального напряжения иг. ток Ї2 также уменьшается, спад магнитного поля в сердечнике катушки вызывает появление в ее обмотке э. д.с. самоиндукции вь, которая, складываясь с убывающим по абсолютной величине напряжением и2, поддерживает разность потенциалов на разрядном промежутке. Благодаря этому поддерживается напряженность электрического поля в межэлектродном промежутке, необходимая для существования тока i2.
При уменьшении напряжения и2 трансформатора до нуля процесс сварки производится за счет запасенной энергии магнитного поля катушки, так как при и2, близком к нулю и равном нулю, энергия от сети в зону сварки не поступает. Кривая тока практически синусоидальна. Ток i2 отстает по фазе от и2 на угол <р2, определяемый соотношением индуктивного и резистивного сопротивлений сварочного контура. Важно отметить, что при сделанных допущениях величина u2—U2msn($2 не может быть больше амплитудного значения Uгт - Чтобы дуга горела устойчиво и /п->-0, значение и2= — sin ф2 должно быть не меньше величины напряжения повторного возбуждения дуги Un. в. При данном действующем значении тока /2 величина u2=U2msinq2 определяется величиной хь = ч>Ь. Ток i2 в рассматриваемых условиях при наличии в цепи дуги индуктивности L имеет синусоидальную форму и tn практически равно нулю.
Порядок величины угла ф2 между и2 и i2 можно определить для •конкретного способа сварки, пользуясь опытными данными для соотношения между величинами - ^2х. х=^2m/V2 и напряжения
t/д при устойчивом горении дуги. В [11] приводится соотношение для ручной дуговой сварки плавящимся электродом
 (1.28)
(1.28)
Используя (1.24) и (1.25), пренебрегая падением напряжения от R сварочного контура, можно определить порядок величины угла <р2, создаваемого за счет включения последовательно с дугой индуктивности L. С учетом (1.24) получаем
![]() (1.29)
(1.29)
Интегрируя (1.29), находим, что
где A = Uim cos <р2/ (шL) — постоянная интегрирования;
![]() h = -^~-j^Cos ?2 — COS H + <Ы--------------------------- ,
h = -^~-j^Cos ?2 — COS H + <Ы--------------------------- ,
 При (ot = n TOK І2 = 0, что дает возможность определить из формулы (1.30) cosjp2. После несложных преобразований оказывается, что cos<p2=l/2jt/(2«), где п—ІІ2і. х/иа. Если принять я«2 пэ (1,28), то cos ф2=0,56, что соответствует <р2=55° и соотношению XlIRr=§. Таким образом, для известного способа сварки и при известных соотношениях П21.х/С/д можно получить данные для подбора величины индуктивности сварочного контура по соотношению xL/Ra.
При (ot = n TOK І2 = 0, что дает возможность определить из формулы (1.30) cosjp2. После несложных преобразований оказывается, что cos<p2=l/2jt/(2«), где п—ІІ2і. х/иа. Если принять я«2 пэ (1,28), то cos ф2=0,56, что соответствует <р2=55° и соотношению XlIRr=§. Таким образом, для известного способа сварки и при известных соотношениях П21.х/С/д можно получить данные для подбора величины индуктивности сварочного контура по соотношению xL/Ra.
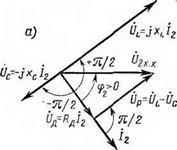
Условие устойчивого горения дуги переменного тока при включенной последовательно с дугой индуктивностью можно сфор- мулировать-Л’аким образом: амплитуда падения напряжения на индуктивности xLhn должна быть не меньше напряжения повторного возбуждения С/П. в дуги для данного способа сварки. При анализе явлений, протекающих в сварочном контуре, предполагалось, что цепь линейна, индуктивность цепи L не зависит от величины тока цепи, а дуга была замещена линейным резистивным сопротивлением. Ток i2 был принят синусоидальным. При этих допущениях можно построить векторную диаграмму сварочного контура (рис. 1.17).
В реальных условиях сварки разрядный промежуток является нелинейной средой, и его проводимость G зависит не только от величины тока, но и от целого ряда физико-химических факторов, о чем говорилось выше. При исследовании процессов, происходящих в нелинейных цепях электротехнических устройств, когда аналитическое решение нелинейных дифференциальных уравнений, описывающих эти процессы, затруднительно, то прибегают к качественному исследованию процессов с помощью фазовой плоскости [2].
Фазовой плоскостью называют плоскость, по оси абсцисс которой откладывается исследуемая величина, например сварочный ток І2, а по оси ординат — его производная di2/df. Любому сочетанию i2 и dt2/"d/ сварочной цепи соответствует вполне определенная так называемая изображающая точка y4(di2/dtf, i2) на фазовой плоскости. Для получения фазовой траектории на горизонтальные отклоняющие пластины светолучевого осциллографа подводится
напряжение, пропорциональное изменению тока i2, а на вертикальные — напряжение, пропорциональное di2/dt. Это напряжение подается с дифференцирующего контура, обладающего малой постоянной времени. Фазовая траектория является интегральной кривой и соответствует заданным начальным условиям. Если исследуемый процесс периодический, то фазовая траектория является замкнутой кривой. Скорость изменения сварочного тока при его переходе через нуль, а следовательно, и форма фазовой траектории зависят как от физико-химических свойств среды между изделием и электродом, так и от свойств источника питания.
Легко показать, что фазовой траекторией синусоидального процесса в линейной электрической цепи является эллипс (рис. 1.18). Действительно если принять начальную фазу сварочного тока равной нулю, то для тока и его производной можно записать i2 = = /2msin(o^ и di2/d^ = co/2TOcos со< и, преобразовав, получить sinto£=
= І2ІІ2т, costot= Имея В ВИДу, ЧТО Sin2 0)f + COS2 tot = 1, ПО-
«/2 m
лучим уравнение эллипса в координатах (i2, di2jdt):
(_h _2 і / d i2id t 2_ j [ hm ) «/2m /
Вернувшись несколько выше, получим при ^=0 sinco< = 0, i2=0, costo^=l, di2/d< = co/2,„, а при t=nj2 sinto^=l, i2=hm, costo^=0,
 di2/d£=0. Расположение эллипса на фазовой плоскости зависит от начальных условий. Выбором масштабов по осям фазовой плоскости можно свести эллипс к окружности. Градуирование осей производят при записи di2/dt и i2 в режиме короткого замыкания сварочного контура, когда G=оо (исключен нелинейный участок цепи дуга — ванна).
di2/d£=0. Расположение эллипса на фазовой плоскости зависит от начальных условий. Выбором масштабов по осям фазовой плоскости можно свести эллипс к окружности. Градуирование осей производят при записи di2/dt и i2 в режиме короткого замыкания сварочного контура, когда G=оо (исключен нелинейный участок цепи дуга — ванна).
В реальных условиях, когда 0<G<oo, происходит искажение фазовой траектории по сравнению с окружностью. По форме фазовой траектории можно судить об устойчивости горения сварочной дуги переменного тока в данных конкретных условиях, т. е. объективно оценивать технологические свойства энергетической системы источник питания — дуга — ванна при сварке переменным током (см. гл. 6). Если фазовая траектория тока г2 представляет собой незамкнутую кривую, то это свидетельствует о перерывах в горении дуги. В реальных условиях сварки фазовая траектория отличается от окружности; это объясняется тем, что контур источник питания — дуга — ванна является нелинейным. Фазовая траектория тока i2 несимметрична относительно осей.
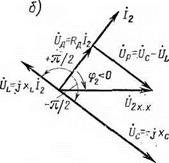
Устойчивость горения сварочной дуги при включении в сварочный контур индуктивности и емкости. При включении в сварочный контур катушки индуктивности с ферромагнитным сердечником L и батареи конденсаторов С (рис. 1.19) устойчивость дуги переменного тока при определенном соотношении сопротивлений Хь и хс повышается. Будем считать, что иследуемая цепь линейна. Тогда возможно использование векторных диаграмм и комплексных функций, что существенно упрощает анализ цепи и делает результаты более наглядными. Вычислив XL и Хс, требуется их величины уточнить в реальных условиях сварки путем записи фазовой траектории сварочного тока i2. Характер протекающих процессов и устойчивость горения дуги зависят от соотношения XL И Хс - Когда xL>Xc, ток t2 отстает от выгодного напряжения «2 трансформатора: и2=
![]() =.C/2msin (coN-фг), так как i'2=^2mSin (начальная фаза тока фг=0); если xL<хс, то и2 = H2msin(со/—<р2).
=.C/2msin (coN-фг), так как i'2=^2mSin (начальная фаза тока фг=0); если xL<хс, то и2 = H2msin(со/—<р2).
Уравнение для сварочного контура источника
u2 = U(1-31)
где wc = xc/2TOsin(co(—я/2); uL=—eL=xLI2m sin (со/+я/2); мн = —RI2m sin Сot.
В реальных сварочных цепях всегда |пн| значительно меньше иь, ис и С/д. При (=0, когда /г=0, напряжение ис на конденсаторной батарее равно амплитудному значению
U-c= —(1*32)
Из (1.31) и (1.32) следует, что как при xL>Xc, так и при Хь<хс мгновенное значение и2 равно xLhm - Дуга повторно возбуждается, если мгновенное значение напряжения источника будет не меньше напряжения повторного возбуждения ии. в дуги. Отсюда понятна роль емкости в цепи дуги. Чем больше ис, тем при меньшем значении u2 = U2m sin ф2 дуга возбуждается после перехода тока г'2 через нуль. На рис. 1.20 приведены векторные диаграммы, построенные, как уже говорилось, в предположении, что проводимость разрядного промежутка не зависит от тока.
Анализ процессов, происходящих в цепи дуги, с использованием линейных уравнений носит лишь качественный характер. Величины L и С, определенные аналитическим путем, как сказано выше, требуют уточнений с использованием метода фазовой траектории.
Использованием энергии, накапливаемой в магнитном поле ин
дуктивности и в электрическом поле емкости, удается создать условия для легкого повторного возбуждения дуги переменного тока промышленной частоты без применения специальных устройств (осцилляторов, импульсных возбудителей). Наличие в цепи дуги переменного тока не только индуктивности, но и емкости при их вполне определенных для данного способа сварки величинах позволяет снизить напряжение холостого хода трансформатора, что имеет экономическое и эксплуатационное значение. Описание
 свойств источника переменного тока промышленной частоты с Хь и Хс в цепи дуги приведено в гл. 6.
свойств источника переменного тока промышленной частоты с Хь и Хс в цепи дуги приведено в гл. 6.
 |
 |
Динамическая характеристика сварочной дуги переменного тока. При исследовании свойств сварочных дуг переменного тока, горящих в разных физико-химических условиях при различных способах сварки, пользуются их динамической характеристикой, которая представляет собой зависимость между мгно-
венными значениями ип и сварочного тока, построенную по данным осциллограмм, полученных на светолучевом осциллографе. На рис. 1.21 приведена динамическая характеристика дуги, горящей в атмосфере воздуха при ручной дуговой сварке. Характеристика имеет две расходящиеся ветви: восходящую Ъс и нисходящую cd> полученные при возрастании и убывании тока (показано стрелками). Заметное расхождение этих ветвей наблюдается у дуги, горящей в среде, содержащей примеси паров легко ионизирующихся элементов (калия, кальция, натрия), а также у дуг, горящих в средах с высокими потенциалами ионизации, с ростом частоты напряжения, питающего дугу. Расхождение ветвей больше при свар
ке меньшими токами. Часть ветвей динамической характеристики для двух полупериодов на рис. 1.21 показана пунктиром (оа и do). Эти части ветвей соответствуют преддуговому состоянию межэлектродного пространства и не улавливаются светолучевым осциллографом. Нарушение устойчивости в горении дуги при малых значениях dijdt при смене полярности приводит к нестабильному процессу сварки, что отрицательно отражается на качестве сварного шва.
 Опубликовано в Источники питания сварочной дуги
Опубликовано в Источники питания сварочной дуги