СТРУКТУРА СВАРНОГО СОЕДИНЕНИЯ
 28 февраля, 2016
28 февраля, 2016  Oleg Maloletnikov
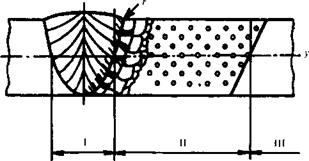
Oleg Maloletnikov Любое сварное соединение, выполняемое сваркой плавлением, нарушает структурную однородность прокатного, кованого или литого металла, который может применяться для сварной конструкции. Такое сварное соединение имеет четыре степени неоднородности. В сварном соединении следует различать 3 зоны (рис. 4.1): I - литой металл шва, представляющий собой сплав наплавленного (электродного) и расплавленного основного металлов; II - ЗТВ, представляющая собой «сэндвич» различных структур, образовавшихся в основном металле в результате сварочного нагрева; III - не измененная нагревом текстура основного металла. Отсюда определяются и степени неоднородности.
|
Рис. 4.1. Структурное строение сварного соединения: I — металл шва; II — ЗТВ; III — основной мета. їла; г — радиус перехода от усилия к основному металлу |
1- я степень - структурная неоднородность (крупнокристаллический литой металл шва, набор видоизмененных нагревом структур в ЗТВ и неизмененная текстура основного металла).
2- я степень - химическая неоднородность. Она заключается в том, что очень часто для выполнения шва применяют электроды (или присадочные материалы), по своему химическому составу отличающиеся от химического состава основного металла. Кроме этого, перепад концентраций одного и того же элемента в основном металле и шве под влиянием термического цикла сварки может инициировать диффузионные процессы, приводящие иногда к созданию зон с повышенной концентрацией того или иного элемента (например, диффузионной прослойки в районе линии сплавления).
3- я степень - механическая неоднородность. Поскольку зоны сварного соединения имеют различную структуру и химический состав, то в этих зонах наблюдается различие механических свойств. Как правило, во многих случаях химический состав металла шва выбирают так, чтобы прочность металла шва была несколько ниже прочности основного металла. А для получения равнопрочного сварного соединения недостаток прочности компенсируется увеличением сечения шва за счет усиления. Кроме этого, менее прочный металл шва при действии напряжений растяжения работает как «мягкая прослойка», приводя к получению в металле шва (особенно при щелевой разделке кромок) объемного напряженного состояния и увеличению предела прочности сварного соединения при растяжении, обеспечивая, таким образом, его равнопрочность даже при малой (технологической) высоте усиления шва.
4- я степень - геометрическая неоднородность, заключающаяся в изменении сечения из-за наличия усиления шва, которое может иметь разный радиус перехода г к основному металлу. При большой высоте усиления (низкая прочность металла шва) радиус перехода может быть мал, что при нагрузке соединения вызывает в месте перехода высокую геометрическую концентрацию напряжений. Это, особенно в конструкциях из высокопрочных материалов, требует принятия специальных мер для увеличения радиуса перехода г (наплавки «холостых» валиков - галтелей, специальной механической обработки и др.).
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ