Разновидности аргонодуговой сварки вольфрамовым электродом
 9 июля, 2016
9 июля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Основным недостатком способов сварки со свободногорящей дугой является их невысокая производительность. Разработано несколько разновидностей сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся сварка погруженной дугой, с применением флюса, при повышенном давлении защитной среды, импульсно-дуговая, плазменная сварка.
Сварка погруженной дугой. С увеличением диаметра электрода и силы тока увеличиваются давление дуги и удельное количество вводимой в металл теплоты. Под давлением дуги происходит оттеснение под электродом жидкого металла. Дуга при этом погружается в сварочную ванну, а поддержание заданного напряжения (длины дуги) достигается опусканием электрода ниже поверхности свариваемого металла. Глубина проплавления достигает 10—12 мм и выше, расход аргона составляет 15—20 л/мин.
Сварка с применением флюса. Нанесение на поверхность свариваемых кромок слоя флюса небольшой толщины (0,2—0,5 мм), состоящего из соединений фтора, хлора и некоторых оксидов, способствует повышению сосредоточенности теплового потока в пятне нагревай увеличению проплавляющей способности дуги. При
этом благодаря высокой концентрации тепловой энергии повышается эффективность проплавления и снижается погонная энергия при сварке.
Сварка при повышенном давлении защитной среды. Мощное-• дуги возрастает с увеличением давления окружающей зону сварки защитной атмосферы при неизменной силе тока и длине дуги. Дуг» при этом сжимается, благодаря чему увеличивается ею проплавля ющая способность примерно на 25—60%. Этот способ може г использоваться при сварке в камерах с контролируемой средой, : применением общей защиты.
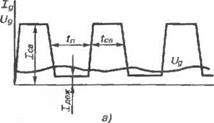
Импульсно-дуговая сварка вольфрамовым электродом. За ключ; • ется в применении в качестве источника теплоты импульсной дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплое? воде полнее используется теплота дуги на расплавление основного металла, чем при сварке постоянной гутой. Проплавляющая способность импульсной дуги наиболее эффективно проявляется при сварке тонколистового металла толщиной до 2—3 мм. Дуга пульсирует с заданным соотношением импульса подачи тока и паузы (рис. 15.5). Сплошной шов получается расплавлением отдельных точек с определенным перекрытием (рис. 15.5, б). Повторные возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10—15% от силы тока в импульсе). Основной сварочный ток подается в виде отдельных импульсов (рис. 15.5, а) большой силы. Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой свар ки относятся длительность импульса tcv и паузы /п, длитсльносп. цикла сварки Т= /св + ^ и шаг точек S — V{t№ + fn), где VCb — скорое < сварки. Отношение tjt№ = G называют жесткостью р е ж и м а. Жесткость режима при заданной энергии импульса и длитель ности цикла характеризует проплавляющую способность дуги. Изменяя параметры режима импульсно-дуговой сварки, можно в
 б)
б)
Рис 15.5. Изменение силы тока и напряжения дуіи при импульсной аргонодуговой сварке вольфрамовым электродам и формирование шва: а — изменение параметров режима, б — формирование шва
широких пределах изменять кристал лизанию металла шва и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым элек - гродом в наибольшей степени проявляются при сварке тонкого материала — отсутствуют дефекты формирования шва, провисания и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика. Так, при сварке металла определенной толщины требуется значительно меньшая погонная энергия, существенно снижаются деформации и прожоги тонколистовых деталей.
Сварка сжатой дугой. Сварка сжатой дугой отличается от обычной дуговой сварки вольфрамовым электродом сжатием дуги в канале сопла горелки потоком плазмообразующего газа. Основные преимущества сжатой дуги —более высокая стабильность ее горения и повышенная концентрация энергии в пятне нагрева (104 — 10s Вт/см2).
Сварка сжатой дугой осуществляется переменным или постоянным током прямоіі полярности. Возбуждают дугу' с помощью осциллятор;!. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между соплом горелки и ыектродом. Для питания плазмообразуюшей дути требуются источники питания сварочного тока с рабочим напряжением до 120 В и более.
Сжатой дугой можно сваривать практически все металлы в нижнем и вертикальном положениях. В качестве плазмообразую - шего газа используют аргон и гелий, которые также могут быть и защитными, расход их составляет 0.2—1,5 л/мин. Плазменная сварка обладает высокой производительностью, малой чувствительностью к колебаниям длины дуги. Без скоса кромок можно сваривать за один проход металл толщиной до 15 мм. Сжатой дутой сваривают стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине деталей свыше 10 мм рекомендуется делать скос кромок. При необходимости можно использовать присадочный металл.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ