ПРЕОБРАЗОВАТЕЛИ ДЛЯ РУЧНОЙ СВАРКИ
 28 апреля, 2016
28 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для ручной сварки предназначены преобразователи ПСО-ЗОО-2, ПСО-315 М и ПД-502 с коллекторными генераторами и преобразователь ПД-305 с вентильным генератором (табл. 17). Требования к сварочным преобразователям сформулированы в ГОСТ 7237—82 Е.
преобразователь ПД-502 (рис. 39) состоит из коллекторного генератора независимого возбуждения ГД-502 с падающими внешними характеристиками и электродвигателя 6, помещенных в одном корпусе 3 на колесах. Якорь 2 генератора с коллектором I вращается иа одном валу с электродвигателем. Полюса генератора закреплены в корпусе 3. На корпусе в распределительном устройстве 5 расположена вся аппаратура управ-
|
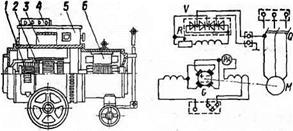
Рис. 39. Сварочный преобразователь ПД-502:
|
|
Параметры |
ПСО-300-2У2 |
ПСО-315М |
|
Г енератор Номинальная сила то- |
ГСО-ЗОО-2 |
гсо-зоом |
|
ка, А Номинальный режим ра- |
315 |
315 |
|
боты ПН, % Напряжение холостого |
60 |
60 |
|
хода, В, ие более Номинальное напряже- |
90 |
90 |
|
ние, В Пределы регулирования |
30 |
32 |
|
силы тока, А |
115...315 |
100...315 |
|
Внешняя характеристика |
Круто |
|
|
Двигатель |
АВ160А4У2 |
АВ2-62-2СХУ1 |
|
Частота вращения, с-1 Напряжение питающей |
25 |
50 |
|
сети, В |
220, 390 |
380 |
|
Мощность, кВт Размеры, мм: |
15 |
17 |
|
длина |
1030 |
1225 |
|
ширина |
590 |
485 |
|
высота |
830 |
780 |
|
Масса, кг |
435 |
393 |
тока. С помощью дополнительного кабеля реостат можно переносить на расстояние до 20 м.
Независимая обмотка возбуждения питается от одной из фаз сети через феррорезонансный стабилизатор напряжения и выпрямитель V (рис. 40). Одновременно с пуском электродвигателя М включается цепь независимого возбуждения. Падающая внешняя характеристика получается благодаря действию размагничивающей последовательной обмотки. Для ступенчатого регулирования режима последовательная обмотка секционирована. При включении в работу частичного или полного числа ее витков получают соответственно диапазоны больших и малых токов. Перед пуском преобразователя необходимо установить перемычку на доске зажимов в положение «300» или «500» в зависимости от выбранного режима сварки.
|
сварочных преобразователей
|
|
ГД-502 |
ГД-317 |
ГСГ-500-1 |
|
500 |
315 |
500 |
|
60 |
60 |
60 |
|
90 |
85 |
40 |
|
42 |
32 |
40 |
|
75...500 |
45. ..350 |
60...500 |
|
падающая |
Жесткая |
|
|
АВ2-71-2СУ2 |
АВ2-51-2В |
АВ2-71-2С |
|
50 |
50 |
50 |
|
220, 380 |
220, 380 |
220, 380 |
|
30 |
10,4 |
30 |
|
1010 |
1200 |
1050 |
|
650 |
537 |
620 |
|
935 |
845 |
890 |
|
480 |
280 |
500 |
Пуск преобразователя осуществляют электродвигателем. При первом пуске следует проверить вращение якоря. Якорь должен вращаться против часовой стрелки, если смотреть со стороны коллектора. При неправильном направлении вращения следует поменять местами два любых провода подключения электродвигателя к питающей сети. После пуска можно приступить к сварке, установив нужную силу тока регулировочным реостатом R.
Преобразователи ПСО-315М и ПСО-ЗОО-2 имеют коллекторные генераторы с самовозбуждением, Подготавливают и включают их в работу так же, как преобразователь ПД-5.02.
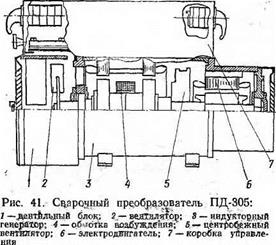
В преобразователе ПД-805 (рис, 41) сила сварочного тока регулируется дистанционно реостатом, подключенным к коробке управления кабелем.
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ