ОСТАТОЧНЫЕ ПРОДОЛЬНЫЕ НАПРЯЖЕНИЯ В СТАЛЯХ И СПЛАВАХ
 12 апреля, 2016
12 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Максимальные остаточные напряжения ах в низкоуглеродистых сталях обычно близки к ог (рис. 25, а). Постепенно уменьшаясь при переходе от оси шва к околошовной зоне, они затем Резко спадают до нуля. Распределение напряжений в сварном соединении может несколько отличаться от показанного на рис. 25, а. В зависимости от степени легирования металла шва напряжения в нем могут быть несколько выше или несколько ниже, чем В око - •пошовной зоне. Скорость охлаждения стали, а также ее исходное
состояние оказывают влияние на величину предела текучести после сварки, а следовательно, и на величину остаточных напряжений.
Аустенитные стали имеют коэффициент линейного расширения больший, чем низ. чоуглеродистые стали. Резкое снижение предела текучести у них происходит при более высоких температурах, чем у низкоуглеродистых сталей. Запас температурной деформации у аустенитных сталей вследствие этих причин значительно больший, чем у низкоуглеродистых. Отсутствие площадки теку-
|
Рис. 25. Остаточные продольные напряжения ах при сварке: а — иизкоуглеродистой стали; б — среднелегироваиной стали; в — алюминиевого сплава АМгб, 6=10 мм г — алюминиевого сплава Д20. 6=8 мм |
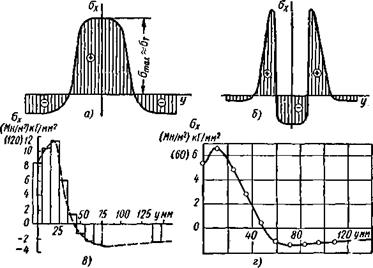
чести на диаграмме о—є и большая пластическая деформация при остывании зоны сварного соединения вызывают упрочнение металла с образованием остаточных напряжений, как правило, превышающих предел текучести. Характер изменения напряжений по ширине соединения для аустенитных и низкоуглеродистых сталей аналогичен (см. рис. 25, а). Стали аустенитного класса с высокими значениями предела текучести, достигнутого путем легирования, могут иметь довольно высокие значения продольных остаточных напряжений, например до значений порядка 60—70 кПмм2, (600—700 Мнім2). В тех сталях, где предел текучести основного металла повышен путем холодной пластической деформации, остаточные напряжения обычно соответствуют пределу текучести металла в отпущенном состоянии. Однако при кратковременном нагреве, когда процессы разупрочнения металла не успевают произойти, возможно образование остаточных напряжений выше ат основного металла в отпущенном состоянии.
Структурные превращения в сталях могут коренным образом изменить характер распределения и величину остаточных напряжений. На рис. 5, б приведена дилатограмма металла со структурными превращениями. Если структурные превращения во время остывания происходят при низких температурах, то сокращение металла сменяется его резким расширением, а образовавшиеся напряжения растяжения снижаются и переходят в сжимающие. Затем сжимающие напряжения после окончания структурного превращения вследствие дальнейшего сокращения металла могут снова перейти в растягивающие. Конечная величина остаточных напряжений будет зависеть от величины структурной деформации ес и температуры окончания структурных превращений. При скоростях охлаждения, приводящих к мартенситному превращению, остаточные напряжения обычно оказываются сжимающими.
 При сварке среднелегированных сталей аустенитным швом, имеющим химический состав типа стали 18-8, остаточные напряжения в нем растягивающие, близкие к пределу текучести шва (рис. 26). В зоне с температурой нагрева выше АГі при остывании происходят структурные превращения, которые заканчиваются при низких температурах. Остаточные напряжения — сжимающие. В соседней зоне, где температура не превышает АГі, структурных превращений не происходит. Но температура металла значительна и здесь во время нагрева возникают пластические деформации укорочения. После остывания образуются растягивающие напряжения, причем вследствие высокого предела текучести металла в закаленном состоянии остаточные напряжения растяжения довольно значителькы. В точке К заканчивается зона пластических деформаций. За ее пределами остаточные напряжения могут быть сжимающими или растягивающими, в зависимости от неуравновешенности напряжений в зоне пластических деформаций.
При сварке среднелегированных сталей аустенитным швом, имеющим химический состав типа стали 18-8, остаточные напряжения в нем растягивающие, близкие к пределу текучести шва (рис. 26). В зоне с температурой нагрева выше АГі при остывании происходят структурные превращения, которые заканчиваются при низких температурах. Остаточные напряжения — сжимающие. В соседней зоне, где температура не превышает АГі, структурных превращений не происходит. Но температура металла значительна и здесь во время нагрева возникают пластические деформации укорочения. После остывания образуются растягивающие напряжения, причем вследствие высокого предела текучести металла в закаленном состоянии остаточные напряжения растяжения довольно значителькы. В точке К заканчивается зона пластических деформаций. За ее пределами остаточные напряжения могут быть сжимающими или растягивающими, в зависимости от неуравновешенности напряжений в зоне пластических деформаций.
Если представить, что среднелегированную сталь сваривали присадочной проволокой с химическим составом основного металла, то распределение остаточных напряжений будет таким, как показано на рис. 25, б. Могут встретиться и другие более сложные случаи распределения продольных остаточных напряжений ах.
 |
Для определения характера их распределения следует пользоваться дилатограммами металла, снятыми при термических циклах сварки.
Остаточные напряжения ох в титановых сплавах ВТ1, ОТ4 и близких к ним по составу распределены так же, как в низкоуглеродистых и аустенитных сталях. Принципиальное отличие заключается в том, что остаточные напряжения в титановых сплавах обычно ниже предела текучести основного металла в исходном состоянии. В табл. 2 приведены значения ох для ряда металлов в сравнении с их пределами текучести. Для сплава ОТ4-1 продольные остаточные напряжения ох примерно на 30—40% ниже ат.
С уменьшением мощности источника изотермы становятся более округлыми, отношение величины продольной оси изотермы к поперечной уменьшается. Это обстоятельство приводит к снижению продольных остаточных напряжений (рис. 27).
Остаточные напряжения в алюминиевых сплавах обычно невелики и ниже предела текучести металла в отожженном состоянии. Характерной особенностью распределения ох является некоторый спад их в зоне шва и прилегающей к нему околошовной зоне (см. рис. 25, в, г).
В отличие от низкоуглеродистых сталей остаточные напряжения в титановых и алюминиевых сплавах заметно ниже предела
текучести металла. Указ иное обстоятельство находится в некотором противоречии с результатами расчетного определения остаточных напряжений приближенными методами, построенными на гипотезе одновременности заварки шва по всей длине. Действительно, для алюминиевых сплавов максимальные расчетные напряжения в широкой сварной пластине равны
аТ0Е = 24 -10-°-350-0,7-104 ^ 59 кПмм2 (590 Мнім11),
где Т0 — температура, при которой ат як 0. Они заметно выше предела текучести алюминиевых сплавов. Для титановых сплавов аТ0Е = 8,5- 1(Г6-800 -1,05-104 ^ 70 кГІмм2 (700 Мнім2), что довольно близко к пределу текучести сплава ОТ4.
Результаты экспериментальных определений остаточных напряжений в алюминиевых и титановых сплавах, показавшие заметное отличие их от расчетных, заставили вновь обратиться к расчетным методам с тем, чтобы установить, в чем состоит их погрешность. Одной из основных причин несоответствия расчетных и экспериментальных значений остаточных напряжений, по - видимому, следует считать то обстоятельство, что шов заваривается неодновременно по всей длине. Величина продольных напряжений зависит также от сдвиговых пластических деформаций, которые в приближенных методах не учитываются.
Наглядным примером, подтверждающим наличие значительных упругих деформаций металла при сварке, которые заметно понижают остаточные напряжения, является аналитическое решение Задачи о временных и остаточных напряжениях в пластине при движении в ней осесимметричного температурного поля [22]. Вместо остаточных напряжений, равных аТ0Е, как это следует из простейших гипотез образования напряжений, возникают остаточные напряжения, равные 0,22а7У:, т. е. примерно в 5 раз меньше (рис. 28, б). Разумеется, осесимметричное поле при сварке может быть образовано при весьма малых скоростях сварки и большой теплопроводности металла. Близкие к этому примеру условия наблюдаются лишь при сварке алюминия, когда изотермы имеют небольшую овальность. Однако упругое взаимодействие различных зон металла играет важную роль в образовании временных и остаточных напряжений. Реальные сварочные режимы создает условия сварки, которые являются промежуточными между данным примером и случаем быстродвижущегося источника. Результаты решения дают ключ к объяснению причин образования остаточных напряжений, существенно меньших от.
Указанное решение получено методами теории упругости при следующих расчетных предпосылках. Предполагается, что в идеально упругой пластине имеется осесимметричное температурное поле и круглое отверстие в центре, которое движется совместно с температурным полем (рис. 28, а). Температура края отверстия * — Т0. После прохождения отверстия совместно с температурным полем в зоне шириной 2а образуются остаточные напряжения (рис. 28, б).
Данная задача была решена также на ЦВМ Урал-2 методом, изложенным в п. 13[2] (рис. 29). Ввиду того что исследуемая зона
|
Рис. 28. Остаточные напряжения в пластине после прохождения в ней осесимметричного температурного поля совместно с круглым отверстием: |
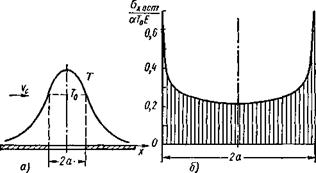
а — температурное поле; б — эпюра продольных остаточных на - ^хост
пряжения з зоне шириной 2а
Oil
была разбита на 16 полос одинаковой ширины, пиковые значения остаточных напряжений вследствие большой ширины крайней полосы не были получены. Для обнаружения резких градиентов напряжений необходимо в этих зонах назначать малую ширину полос.
|
Рис. 29. Продольные остаточные напряжения в пластине, определенные при помощи ЦВМ Урал-2 методом, изложенным в п. 13 |
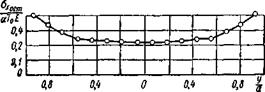
а — радиус отверстия, движущегося совместно с темпе-
ратурным полем, у — координата в поперечном направ-
лении
До сих пор речь шла об остаточных напряжениях непосредственно после сварки. В подавляющем большинстве случаев эти напряжения сохраняются без изменения сколь угодно долго. Ис
ключение составляют случаи, когда в металле сварных соединений имеются нестабильные структуры, распадающиеся со временем с изменением объема [72]. Остаточные напряжения могут изменяться также в процессе естественного и искусственного старения термически упрочняемых сплавов.
Эпюры напряжений, которые приводились выше, относятся к сечениям, удаленным от края пластины.
Рассмотрим распределение напряжений ох вдоль сварных соединений.
На некоторой длине сварного соединения напряжения возрастают до максимальных значений (рис. 30, а). Это расстояние,
где максимальные напряжения достигают стабильной величины, не соответствует расстоянию, на котором стабилизируется эпюра остаточных напряжений по всему поперечному сечению пластины. Расстояние /2 примерно равно ширине пластины 2В и может быть найдено на основании решения задачи методами теории упругости, когда по торцу пластины приложены уравновешивающиеся нагрузки, а па расстоянии /2 эпюра дает нулевые значения напряжений (рис. 30, б).
Стабилизация напряжений по оси шва и в зоне пластических Деформаций происходит на расстоянии 1г < /2. Растягивающие напряжения возрастают значительно быстрее, чем это следует из упругого решения. Сжимающие напряжения ах, в особенности по краю у = ±В, достигают стабильных значений при расстояниях I ^ /2. Нормальные напряжения ох, если рассмотреть только
зону пластических деформаций 2Ьп, уравновешиваются касательными напряжениями %ху (рис. 30, в). Чем быстрее возрастают нормальные напряжения ах вдоль оси ОХ, тем больше значения касательных напряжений %ху.
 Опубликовано в СВАРОЧНЫЕ. ДЕФОРМАЦИИ. И НАПРЯЖЕНИЯ МЕТОДЫ ИХ УСТРАНЕНИЯ
Опубликовано в СВАРОЧНЫЕ. ДЕФОРМАЦИИ. И НАПРЯЖЕНИЯ МЕТОДЫ ИХ УСТРАНЕНИЯ