ОБЩАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ТРЕБОВАНИЙ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ РАЗЛИЧНЫХ МЕТОДАХ СВАРКИ ПЛАВЛЕНИЕМ
 15 октября, 2016
15 октября, 2016  Oleg Maloletnikov
Oleg Maloletnikov При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2x2 или 2 х 3 м с подвижной брезентовой занавеской. Кабина оборудуется (рис. 191, а) поворотным столом 1, рабочими местами сборщика 2 и сварщика 3, сварочным аппаратом 4, стеллажом для деталей 5, помостом для готовых изделий 6.
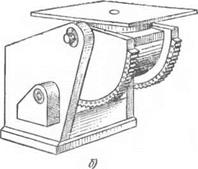
Рабочее место сварщика во многих случаях выполняют в виде манипулятора (рис. 191, б), позволяющего сварщику легко поворачивать изделие в удобное для сварки положепие. Кабина должна иметь местную вентиляцию. В кабине должен быть комплект инструмента сварщика, запас электродов. Корпус сварочного
 |
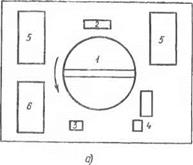 |
Рис. 191. Устройства, улучшающие условия работы сварщика:
а — ряГючее место сварщика и сборщика при сварке большого числа мелких деталей’ б — сварочный манипулятор
аппарата заземляется, все провода тщательно изолируются и защищаются от механических повреждений. Сварщик должен работать в спецодежде и рукавицах и пользоваться защитной маской.
При дуговой сварке в монтажных условиях особое внимание нужно обращать па тщательную изоляцию токоведущих проводов, при сварке внутри металлических конструкций — на хорошую вентиляцию места сварки. Сварщики должны пользоваться резиновой подстилкой, хорошей спецодеждой. При работе в тесных местах, плохо проветриваемых, сварщики должны периодически выходить из отсека для отдыха, их пребывание в отсеке должно подстраховываться подручными.
В монтажных условиях целесообразно размещение сварочного оборудования в комплекте, в специальных контейнерах, расположенных ближе к месту производства работ и легко транспортируемых кранами при смене места работы. Целесообразна также установка оборудования на стационарных эыергоплощадках с дистанционным управлением. Эти меры снижают непроизводительные потери времени на различные переходы и уменьшают опасность производственного травматизма.
При механизированных процессах сварки должны соблюдаться все правила, указанные ранее. Кроме того, необходимо обеспечить удобные и безопасные условия труда сварщиков.
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
5. При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.
При электрошлаковой сварке меры техники безопасности общие, связанные с использованием электроэнергии и выделением вредных газов, но вместо щитка достаточно пользоваться защитными очками для защиты от яркого света шлаковой ванны, а также от выплесков шлака и отскакивания кусочков остывающей шлаковой корки. Необходим также тщательный контроль всех водяных коммуникаций ползуна, так как малейшее попадание влаги в шлаковую ванну с мгновенным парообразованием может привести к бурным выплескам шлака и тяжелым ожогам оператора.
При сварке в защитных газах, кроме соблюдений мер, общих для всех способов сварки, необходимо учитывать, что углекислый газ и аргон в 1,5—2 раза тяжелее воздуха. Эти газы могут скапливаться в нижней части отсека, помещения, в связи с чем устройства вытяжной вентиляции нужно устанавливать не только в зоне дыхания сварщика, но и в нижней части помещения. Выбрасывать воздух нужно за пределы рабочих зон. Мощность вытяжной вентиляции на 1 кг наплавленного металла не менее 150 м3/ч.
При сварке меди и ее сплавов, для уменьшения количества вредных аэрозолей и газов, во всех случаях, где это целесообразно, сварку рекомендуется вести неплавящимися электродами.
При электронно-лучевой сварке основная опасность связана с возникновением рентгеновского излучения при [8] [9] [10] [11] [12] [13] торможении пучка электронов на изделии. Оно возникает при ускоряющем напряжении свыше 20 кВ, но устройство камер с толщиной стенок 15—20 мм и применение свинцовистых стекол в окнах наблюдателя устраняет эту опасность.
Технологическая карта, разрабатываемая на сварочные работы, выполняемые любыми методами сварки, должна содержать и указания мер по охране труда, которые учитывают общесоюзные постановления н правила, действующие в данной отрасли промышленности, непосредственно для данного сварочного процесса.
[1] Для конструкций, термообрабатываемых после сварки
[2] Для сварки корневых швов
[3] Большое сродство указанных металлов к кислороду. Так, по убывающей степени сродства к кислороду (при Т = 1(500° С) металлы располагаются в ряд: Al, Zr, Ті, Mo, W, Ni, Си и т. д. Из этого ряда видно, что это такие элементы (алюминий, цирконий, титан), которые в обычной металлургии и сварочной практике используют в качестве раскислителей.
[4] Как правило, эти металлы образуют систему окислов, более тугоплавких, чем сам металл, что приводит к засорению металла шва этими окислами. В некоторых случаях окислы имеют более низкую температуру плавления, и возникает опасность образования легкоплавких эвтектик, приводящих к кристаллизационным трещинам.
[5] Некоторые металлы (медь, магний, алюминий) обладают сравнительно высокими теплопроводностью и удельной теплоемкостью, что способствует быстрому охлаждению места сварки, требует применения более мощных источников теплоты при сварке, а в ряде случаев предварительного подогрева детали.
[6] Для некоторых сплавов цветных металлов велика разница между температурами плавления и кипения отдельных компонентов по сравнению с температурой плавления сплава. Так, например, при температуре плавления цинка 419° С и олова 232° С латунь и бронза имеют температуру плавления 800—950° С. Возникает опасность испарения легкоплавких компонентов.
[7] Для некоторых металлов (медь, алюминий, магний) и их сплавов наблюдается довольно резкое снижение механических свойств при нагреве, в результате чего в этом интервале температур металл легко разрушается от ударов, либо сварочная ванна
[9] Ерохин А. А. Основы сварки плавлением. М., «Машиностроение», 1973. 447 с.
[10] Патон Б. Е., Лебедев В. К. Электрооборудование для дуговой и шлаковой сварки. М., «Машиностроение», 1966. 359 с.
[11] Петров Г. Л. Сварочные материалы. Л., «Машиностроение», 1972. 277 с.
[12] Потапьевский А. Г. Сварка в защитных газах плавящимся электродом. М., «Машиностроение», 1974. 237 с.
[13] Технология электрической сварки металлов и сплавов плавлением. Под рсд, Б. Е. Патона. М., «Машиностроение», 1974. 767 с.
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ