ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ
 20 апреля, 2016
20 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov В России ежегодно выпускается порядка 1000 ед. контактных машин. Их парк составляет в среднем 20 тыс, ед. Контактные машины изготавливают по ГОСТ 297—SO* «Машины контактные. Общие технические условия» и классифицируют:
по виду сварных соединений — стыковые, точечные, шовные; шізндчению — универсальные, специальные; характеру действия — полуавтоматические и автоматические; способу питания — постоянного и переменного тока, конденсаторные, трехфазные;
механизму сжатия и осадки — рычажные, пневматические, гидрївлические, пневмогидравлические, электромагнитные.
■ Дія обозначения контактных машин принята буквенно-цифровая символика: первая буква характеризует изделие (М — машина, А. — автомат, П — полуавтомат); вторая — указывает вид сварки (Т — точечная, Р — рельефная, Ш — шовная, С — стыковая); третья — особенность машин (М — многоэлектродная, В — постоянного тока, К — конденсаторная, У — ультразвуковая, Р — рычажный привод сжатия, П — пневматический); одна, две или три первые цифры указывают величину номинального сварочного тока в ты ;ячдх ампер, четвертая и пятая — модификацию машины.
Папример, МТ-0801 — машина точечная с номинальным сварочным током 8 кА, первая модификация; МШВ-1601 — машина шовная с выпрямителем тока во вторичном контуре, максимальный сварочный ток 16 кА, первая модификация.
Машины для точечной сварки типа МТ отличаются большой мбшностью 14... 1000 кВ-А, усилием сжатия 200...2500 Н, током сварки от 6 до 100 кА, с максимальной производительностью до 250 сварок в минуту. Для сварки ответственных деталей используют ь ашины постоянного тока типа МТБ мощностью до 650 кВ • А и! ус дли ем сжатия до 7 200 Н.
і А Машины для рельефной сварки типа М Р отличаются от точечных повышенной мощностью (до 820 кВ • А), меньшим вылетом элек - трогов (плит), большей жесткостью силовых элементов, а также большим усилием сжатия (до 8000 Н) с возможностью одновре - мен: юй сварки нескольких точек по рельефам.
Машины для шовной сварки типа МІЙ (однофазные) и типа МШВ (с выпрямлением тока во вторичном контуре) отличаются большой
Ф-
жесткостью станины, повышенными токами 16...120 кА, усилиями сжатия 500...5000 Н и скоростью сварки 0,1...4,8 м/мин.
Машины для стыковой сварки типа МС, МСС, МСР, МСО отличаются большим разнообразием конструктивного выполнения и назначения при мощности 3...800 кВ - А и способны сваривать детали сечением 10...70 (00 мм2. Особую группу составляют машины для сварки полос, рельсов и трубосварочные комплексы типа «Север», достигающие мощности 1000 кВ ■ А при усилии сжатия деталей 120000 Н.
Специальные контактные машины предназначены для сварки конкретных изделий, таких как элементы кузова автомобиля, арматурные каркасы железобетонных конструкций, отопительных радиаторов, тормозных колодок автомобилей, магисгральных рельсовых путей, магистральных трубопроводов и корабельных цепей.
5.1. ОБЩИЕ ДАННЫЕ О КОНТАКТНЫХ МАШИНАХ
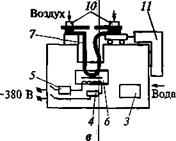
 ин входят назначение машины; степень ые данные. В компоновочном отноше - для точечной, шовной и стыковой свар - сой и механической частей, пневмогид - стем (рис. 5.1).
ин входят назначение машины; степень ые данные. В компоновочном отноше - для точечной, шовной и стыковой свар - сой и механической частей, пневмогид - стем (рис. 5.1).
ашины включает в себя силовой свароч - иереключателем 4 ступеней; вторичный :ового тока к свариваемым деталям; пре - (включающее устройство) 5первично - фформатора; регулятор 7 цикла сварки, ю последовательность операций цикла аметров режима сварки, ючает в себя привод 1 сжатия для точечных 10 сжатия и привод осадки деталей — для і вращения роликов — для шовных машин, ид машины состоит из аппаратуры 2 для ры, лубрикаторы), регулирования (ре - сселирующие клапаны) и подвода воз - :кие клапаны, краны, запорные венти - сжатия.
ждения контактной машины состоит из гребенок, водоохлаждаемых полостей, одящих шлангов, запорных вентилей и его машину при отсутствии подачи воды і тиристоры.
ТПВ-1207 рассмотрим техническую ха - чную схему и принцип работы контакт-
 |
! — привод сжатия; 2 — аппаратура для воздухоподготовки; 3 — регулятор цикла сварки; 4 — переключатель ступеней; 5 - включающее устройство; б - трансформатор; 7 — вторичный контур; 8 — кнопка «Пуск»; 9 — привод вращения роликов; 10— привод зажатия деталей; 11 — привод осадки
Компоновочная схема контактной машины МТПВ-1207 представлена на рис. 5.2. На корпусе смонтированы блок 4 пневмоаппаратуры, токоподвод с блоком выпрямителей, сварочный трансформатор, переключатель ступеней 6, автоматический выключатель и система охлаждения. Шкаф управления 12 устанавливается отдельно от машины.
Сварка изделий выполняется сварочными клещами 2, связанными токоведущими кабелями и выпрямителями тока с силовым трансформатор ом.
Технические характеристики контактной машины МТПВ-1207
Номинальное напряжение сети, В................................................................... 380
Продолжительность включения ПВ, %............................................................ 20
Номинальная мощность, кВ ■ А..................................................................... 285
Первичный ток, А............................................................................................. 750
Номинальный сварочный ток, кА.......................................................... 12,5
Длительный вторичный ток, кА....................................................................... 5,6
Число ступеней регулирования U2...................................................................... 8
Пределы регулирования Щ, В.............................................................. 9,5...19
Коэффициент трансформации на шестой ступени........................................... 26
Глубина. фазового регулирования сварочного тока, %...................... 80... 100
Длина кабеля вторичного контура, мм...................................................... 3 500
Сечение кабеля, мм[1]......................................................................................... 200
Активной сопротивление вторичного контура, мкОм............................... 1 200
Максимальная производительность при сварке низкоуглеродистой стали толщиной I + 1 мм
и ходе электродов не более 10 мм, сварок в минуту................................. 120
Коэффициент мощности cos<p на номинальной
ступени при коротком замыкании.................................................................. 0,92
Расход охлаждающей воды, л/ч, не более.................................................. 2 500
Расход воздуха, м3/100 ходов, при номинальном усилии
сжатия и рабочем ходе электродов 15 мм....................................................... 1,2
Усилие сжатия электродов, Н...................................................................... 2 500
Номинальный вылет электродов, мм............................................................. 300
Характер хода электродов................................................................ Радиальный
Свариваемые толщины для стали, мм................................................ 0,5... 1,5
Работа машины начинается при нажатии на пусковую кнопку, встроенную в одну из рукояток клещей. С этого момента автоматически, в определенной последовательности, заданной регулятором цикла сварки, совершаются отдельные операции сварки: сжатие, сварка, проковка, пауза. Цикл сварки продолжается автоматически, если пусковая кнопка остается нажатой. I
 |
 |
||
|
||
 |
||
|
||
|
||
|
||
 |
||
|
|
|
|
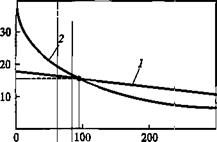
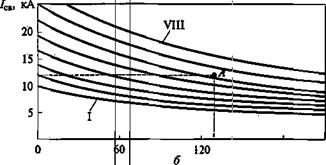
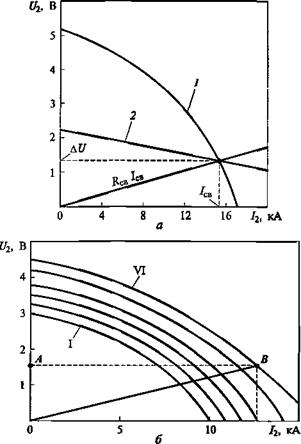
Рис. 5.4. Вольт-амперные характеристики: а — однофазной контактной машины: 1 — переменного тока; 2-е выпрямлением тока во вторичном контуре; 6 — машины МТ-1217: А, В — точки для выбора ступени; I—VI — ступени трансформатора |
Важными параметрами контактных машин являются ее кратковременная мощность при данной продолжительности включения на номинальной (предпоследней) ступени и диапазон вторичных напряжений, тип реле времени и прерывателя.
Часто в технических характеристиках контактных машин приводятся нагрузочные (НХ) (рис. 5.3) и вольт-амперные характеристики (ВАХ) (рис. 5.4), которые позволяют судить о технологических возможностях сварочной машины при сварке конкретных деталей и ее способности к саморегулированию при колебании сварочного сопротивления Так, например, при сварке на машине постоянного тока (рис. 5.3, а, кривая 2) большие колеба-
 |
|
|
|
|
 |
|
|
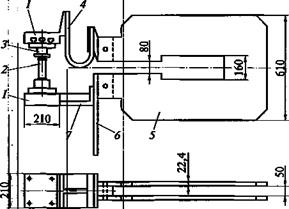
шис усилие для их сжатия и замыкания всего контура в единую электрическую цепь; электрододержатели 3, служащие для закрепления электродов; плиты 1, соединенные с механизмом сжатия деталей; гибкие элементы 4, соединяющие вторичный виток трансформатора с подвижной колодкой, переходник 7, воспринимающий усилие прогиба и служащий консолью машины; вторичный виток 5 силового трансформатора и, наконец, сама свариваемая деталь. Как правило, жесткие силовые элементы вторичного контура изготавливают из медного проката или отливают из меди или хромистой бронзы.
Гибкие элементы изготавливают из медной фольги или гибких стренг, состоящих из большого числа тонких проволок. Полезный вылет I и раствор h выбирают в зависимости от габаритных размеров свариваемых деталей и условий сочленения элементов.
Для универсальности машины вылет и раствор делают конструктивно изменяющимися, при этом электроды можно выдвигать, раздвигать, взаимно смещать в горизонтальной плоскости или поворачивать вокруг их продольной оси. (Для конструкции, приведенной на рис. 5.5, электроды можно раздвигать только за счет смещения переходника 5 вдоль пластины 7.)
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ