
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ СТАЛЕЙ МЕХАНИЗИРОВАННЫМИ СПОСОБАМИ
 25 февраля, 2016
25 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Оборудование для сварки под флюсом
Наибольшее распространение в судостроении получили автоматы тракторного типа, перемещающиеся непосредственно по изделию. Здесь механизированы две основные операции: подача электродной проволоки в зону горения дуги и перемещение дуги по линии сварного соединения. Такие автоматы предназначены для сварки прямолинейных протяженных сварных соединений (как стыковых, так и тавровых) и делятся на два тина, в соответствии с типами головок для механизированной подачи электродной проволоки. К первому относятся автоматы со скоростью подачи электродной проволоки в зависимости от напряжения на сварочной дуге. Наиболее известны из них, выпускаемые отечественной промышленностью (завод «Электрик»), автоматы АДФ-1000[1] (рис. 3.13), предназначенные для сварки на постоянном токе до значений 1000 А. От ранее выпускаемых автоматов серии АДС они отличаются более современной схемой управления и конструктивным оформлением трактора. На каретке такого трактора установлен двигатель для его перемещения, пульт управления, на котором размещены приборы контроля параметров режима сварки (/ и И, г>п), кассета с запасом электродной проволоки, бункер с флюсом и сварочная головка, имеющая механизм подачи электродной проволоки и токоподвод.
|
Рис. 3.13. Общий мил автомата ЛДФ-1000 для сварки под флюсом шмом стыковых соединений |
Автоматы второго типа, более простой конструкции, работают с головками постоянной скорости подачи электродной проволоки с явле -
ннем саморегулирования лупі. В них имеется один низковольтный асинхронный двигатель переменного тока, осуществляющие! одновременно перемещение трактора и гтодачу электродной проволоки в зону горения дуги с постоянной скоростью. Скорости подачи проволоки и перемещения каретки могут ступенчато регулироваться сменой пар шестерен.
Такие тракторы конструкции Института электросварки им. Е. О. Патона (г. Киев) имеют разное конструктивное выполнение. Они могут быть однодуговыми (ТС-17 МУ/3, ТС-44) и двухдуговыми (ДТС-45). Есть вариант трактора для сварки угловых швов (ТС-17Р). Для односторонней сварки под флюсом прямолинейных швов в судостроении применяют автомат «Бриг» с формированием однопроходного шва с помощью обратного медного ползуна.
ЦНИИ ТС с учетом специфики судостроительных конструкций разработал трактор типа АСУ-5А (рис. 3.14). Трактор имеет два двигателя и предназначен для сварки тавровых соединений при высоте вертикальной стенки более 40 мм.
|
Рис. 3.14. Общий вид автомата ЛСУ-Г>М ддя сварки иод ((сносом прямолинейных и кольцевых (с радиусом кривизны нс мспсс 1 ..1 м) швов угловых соединений |

Автоматы для сварки в защитных газах
Принцип конструктивного построения автоматов тракторного типа для этого способа сварки аналогичен аппаратам для сварки под флюсом. Учитывая, что большинство автоматов рассчитано на сварку тонкой электродной проволокой диаметром 0,8...3,0 мм, при которой достаточно велики плотности тока и эффективно идет процесс саморегулирования, головки для подачи электродной проволоки построены по принципу постоянной скорости подачи.
Конструктивным отличием установки является наличие газоподводящей системы. Газ (Лг, Не, СО., иди их смеси) подается из балдо
нов черев понижающий давление редуктор, черев систему гибких шлангов в горелку, служащую для вытеснения защитным газом воздуха из района плавления металла. В оборудовании для сварки в защитных газах (СО,, Аг) используется автомат для сварки плавящимся электродом сталей и цветных металлов стыковых и угловых швов в нижнем положении (рис. В. 15).
|
1 - источник сдирочного тока; 2 сварочные провода; 7 сварочный трактор: 7 сварочная горелка: кабелі» управления: Ь' газовым шланг: 7 - шкаф управления: X редукторе расходомером: 9 - осушмтелі» газа: W - подогреватель гада: // - од ион с гадом |
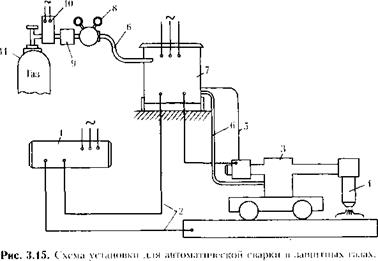
У этого автомата скорости подачи электродной проволоки и скорости сварки регулируются плавно. Он может выполнять сварку как стыковых, так и угловых швов в различных газах (Аг, Не, С02 и их смесях). В судостроении применялись автоматы РИТМ-26 для вертикальной сварки в среде защитных газов с принудительным формированием шва. Этот автомат движется по зубчатой рейке, установленной на изделии (или стенде), а шов формируется в зазоре между кромками деталей в объеме, ограниченном с одной стороны неподвижной медной подкладкой, с другой стороны - подвижным ползуном, закрепленным на движущейся вверх каретке автомата.
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ