МЕХАНИЗИРОВАННОЕ ОБОРУДОВАНИЕ
 8 июня, 2016
8 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov К механизированному оборудованию относятся крупные сборочно-сварочные стенды, главные кондукторы, стапели, многоэлектродные машины.
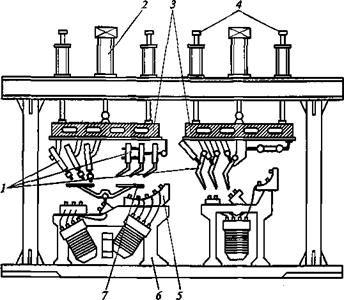
Сборочно-сварочные стенды предназначены для сборки и сварки (прихватки) крупных пространственно сложных изделий в стационарном положении. Выполнены они в виде портала или двух-, четырехстоечных каркасов с элементами фиксации и крепления базового подузла на нижней плите или подъемном столе. На поворотных консолях каркаса или портала закреплены шаблоны или приспособления для точного ориентирования или крепления боковых и верхних частей изделия в пространстве относительно базовой его части (корпуса железнодорожного вагона). Обычно на верху стенда размещают источники питания и аппаратуру управления подвесного сварочного инструмента: клещей, пистолетов (рис. 6.1).
Главные кондукторы предназначены для окончательного формирования геометрической основы крупного пространственно сложного изделия (каркаса или кузова легкового автомобиля, автобуса или вагона). Как правило, главный кондуктор выполня-
|
Рис. 6.1. Сборочно-сварочный стенд универсального типа: 1 — сварочные пистолеты; 2, 4 — приводы верхнего стола; 3 — подвижные верхние столы; 5— сварочная оснастка нижнего стола; 6,7— подвижные нижние столы |
ют с открытым верхом для установки сверху подузлов изделия, например основания кузова в сборе, боковин, крыши, передних крыльев. В массовом производстве главный кондуктор может быть оснащен встроенным основным сварочным оборудованием (сварочные клещи, пистолеты и трансформаторы), которое работает автоматически после окончания подсборки узлов.
Стапели применяют для обеспечения возможности вести сборку каркасов и обшивки судов, фюзеляжей летательных аппаратов, нецилиндрических резервуаров, т. е. изделий многометровой высоты и длины.
 |
Многоэлектродные машины классифицируют по следующим признакам: по участию в поточном производстве — отдельно стоящие и встроенные в автоматическую или полуавтоматическую линию; по числу сварочных трансформаторов — с одним или несколькими трансформаторами, многократно включаемыми в каждом цикле машины (гидроматики, пневматики и электромати - ки), и многотрансформаторные (рис. 6.2, 6.3); по типу привода сжатия электродов — с гидравлическим, пневматическим, пнев - могидравлическим приводом; по типу рабочего пространства — горизонтальные, наклонные, вертикальные и трехмерные; по устройствам подачи изделия в рабочее пространство — с подъемным столом, ручной загрузкой, тележкой и подъемным столом, меха-
/ — пружина; 2 — электрод; распределителя тока; МН — вижные контакты соответствен РВ — реле времени; РТ — pacijij ЭД — злектродвигаті
ным столом; по числу позиций — одно - зиционные (проходные, карусельные, ба - ции сварочных блоков (трансформаторы ами или клещами) — жестко закреплен - пленные трансформаторы и качающиеся мещаемые суппорты со сварочными ин - поворотных или поступательно переме - ^озможности переналадки — неперенала - аемые (многопредметные) и со сменны - укции станины — четырех - или двухсто - 1Є (консольного типа): одинарные и спа-
1 — основание; 2
(гым верхом. На рис, 6.4 представлен открытый одной контактной машины, ные сварочные прессы позволяют встраивать ортные устройства и образовывать из нескольких тческие линии.
шцие непроходные многопозиционные машины олом позволяют операторам загружать на при- |ги свариваемого узла вне рабочей зоны, а затем приспособлением в рабочую зону. После сварки рел подается на следующую позицию и затем ав - асывается в тару готовой продукции, а приспо - цается на позицию загрузки, ования позиции сборки, сварки и выгрузки ис - ьные многопозиционные машины с поворотным іением подвесных ручных клещей, многоточеч - роботов с клещами.
!рматорные С-образные прессы с односторонней ства загрузки могут иметь отводимый в сторону одъемным вертикальным ходом. Для симметрич - имер брызговиков переднего крыла, внутренних :sca, применяют симметрично расположенные или ы.
 |
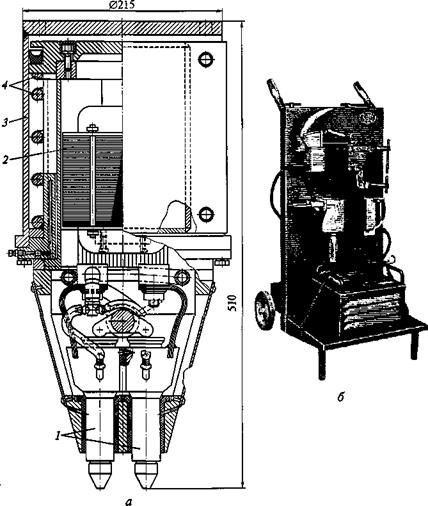
ершенным оборудованием для односторонней эточечных машинах являются двухэлектродные 6.5) со встроенным пневмо цилиндром-трансфор - -140 и автономные головки типа ГСК (головка гкторная).
Применение автономных сварочных головок позволяет в короткие сроки монтировать установки для многоточечной сварки, аналогичные многоточечным прессам, но более простые по компоновке. Односторонний подход и компактность упрощают размещение головок относительно друг друга и свариваемого узла. При их конструировании могут быть применены нормализованные узлы: сварочные головки, консоли, колонны, поворотные столы (рис. 6.6).
|
Рис. 6.5. Пистолеты и клещи для двухточечной односторонней сварки: а — пистолет типа К-140; 1 — электроды; 2 — трансформатор-поршень; 3 — пне в мо цилиндр; 4 — пружина; б — ручные пистолеты и клещи для ремонта |
 |
г — консольного типа; б — портального типа с подвижной тележкой; в, г — )ращаюифгося типа с неподвижными стойками; / — сварочные головки; 2 —
 |
деталь
 Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Опубликовано в ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ