
Индивидуальные средства защиты
 31 августа, 2016
31 августа, 2016  Oleg Maloletnikov
Oleg Maloletnikov 1. ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
В соответствии с ГОСТ 12.3.003—75 средства индиви - уальной защиты органов дыхания следует применять ри отсутствии местных отсосов. В некоторых случаях естные вытяжные устройства не могут обеспечить тре - уемых параметров воздушной среды, поэтому также не - бходимо применение средств индивидуальной защиты рганов дыхания.
Когда концентрации газов в зоне дыхания неве - ики, можно применять противопылевые респираторы Б-1 «Лепесток», «Астра-2». Ткань этих респирато - ов (ФП) разработана Физико-химическим институтом м. Л. Я. Карпова (г. Москва). Практика показала, что ту ткань можно применять для защиты от микробных, Довитых и нетоксических пылей. Ткань ФП отличается орошими пылезадерживающими свойствами, обладает алой массой (ШБ-І весит 10 г) и небольшим еопротив - №ием дыханию (3—3,5 мм вод. ст.).
Когда сварщик работает в условиях высоких концен - Раций не только аэрозоля, но и газов, следует пользо - "ться шланговыми противогазами ПШ-1, ПШ-2-57, ПА-5, ACM, РМП-62 с принудительной подачей возду - Недостатком применяемых для индивидуальной за-
|
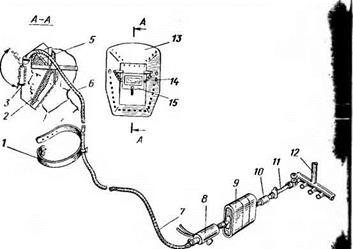
Рис. 40. Схема установки для принудительной подачи воздуха| под маску электросварщика: I — пояс; 2, 5—ткань; 3 — оргстекло; 4 — козырек; 6, 7, II— шланги-J 8 — электроподогреватель; 9 — фильтр; 10 — редукционная шайба* 12 — коллектор; 13 — маска; 14 — светофильтр; 15 — откидная рамкаJ |
щиты органов дыхания шланговых противогазов явл ется отсутствие устройств для подогрева воздуха, что ограничивает возможность пользования ими в холодный период года, а также фильтров для очистки воздуха, загрязненного парами и туманами масла.
Институтами охраны труда были разработаны несколько вариантов щитков и масок с принудительной подачей воздуха. Их основными недостатками были значительные объемы подаваемого воздуха (12 и 30 м3/ч) и резкое охлаждение лица. Поэтому они не получили широкого применения. С учетом этих недостатков установка и маска для сварщиков с принудительной подачек воздуха разработаны Институтом гигиены труда и профзаболеваний АМН СССР и автомобильным заводом им. Лихачева (авторское свидетельство № 193031, Е. И. Воронцова, Н. И. Мосолов и др.). Использована стандартная маска, для облегчения изготовленная из фибры толщиной 1 мм (общая масса маски не превышает 700 г).
Установка для принудительной подачи воздуха (рис. 40) под маску электросварщика состоит из следующих основных узлов: маски 13, шлангов 6, 7, 11, электро - цодогревателя 8, фильтра 9, редукционной шайбы 10.
Воздух для установки может подаваться от вентилятора высокого давления; от ротационной воздуходувки; 0т заводских поршневых компрессоров или турбокомпрессоров. В случае использования вентиляторов высокого давления шланги должны быть небольшой длины (до ДО м) с внутренним диаметром 20—25 мм.
Сжатый воздух, подаваемый поршневыми компрессорами, обычно загрязнен продуктами смазочных масел (масляный туман, пары углеводородов), пылью и водяными парами. При недостаточном охлаждении поршневых компрессоров не исключена возможность присутствия в компрессорном воздухе и окиси углерода.
Для очистки воздуха, поступающего от поршневых компрессоров, следует устанавливать специальный фильтр, разработанный ВЦНИИОТом.
При работе у сварщика наблюдается увеличение объема легочной вентиляции в результате воздействия таких факторов, как вынужденное положение тела, влияние лучистого тепла, нарушение терморегуляции в защитной спецодежде. Для обеспечения нормальной легочной вентиляции, поддержания гигиенической нормы углекислого газа и относительной влажности под маску следует подавать не менее 100 л воздуха в минуту. Для поддержания избыточного давления около 0,35 кг/см2 должно быть добавлено еще 20% воздуха, т. е. 120 л/мин. При возможных колебаниях давления в сети от 4 до 7 ати количество подаваемого под маску воздуха будет изменяться в допустимых пределах (110—140 л/мин)
Требуемое количество воздуха проходит через редукционную шайбу 10 с отверстием в ней диаметром 1,7 мм. Перед шайбой установлена сетка для улавливания случайно попавших из сети частиц пыли или окалины, за шайбой для уплотнения — резиновая прокладка. Сетка латунная с ячейкой размером 0,3 мм в свету легко вынимается для прочистки.
Окончательную очистку воздух проходит в фильтре ® (фильтры-коробки марки А и СО, последовательно соединенные от промышленного противогаза) и поступает в ЗДектроподогреватель 8 напряжением 36 В и мощностью 300 Вт, который используется для подогрева воздуха в Голодное время года.
Для подачи воздуха к сварщику применен автоген-
![]()
![]() ный шланг с внутренним диаметром 12 мм. На участке от коллектора 12 до редукционной шайбы 11 шланг на - ходится под давлением сети.
ный шланг с внутренним диаметром 12 мм. На участке от коллектора 12 до редукционной шайбы 11 шланг на - ходится под давлением сети.
При подаче воздуха от вентилятора высокого давления (например, ВВД №5), к которому возможно подключение до пяти масок, воздуховодом может служить облегченный пылесосный шланг диаметром 25 мм (Ту 2825-53), длиной 2 м, собранный на муфтах до требуемой общей длины.
От пояса 1 до козырька 4 установлен шланг 6 длиной 1 м из медицинской резины с внутренним диаметром 8 мм. Воздух из-под козырька 4 через щель, несколько расширяемую от центра маски 13 в стороны, равномерно направляется на переднюю ее стенку.
На передней стенке маски смонтирована на оси откидная рамка 15 со светофильтром 14, имеющим снаружи защитное стекло. При поднятой рамке смотровое окно площадью, в 4 раза превышающей габариты светофильтра, закрыто органическим стеклом, поверхность которого для предотвращения образования царапин обработана лаком, изготовленным на основе кремнийорга- нических соединений.
Электросварщик через смотровое окно может свободно обозревать свариваемый участок, не откидывая всей' маски, а благодаря наличию органического стекла и небольшого избыточного давления дышать чистым воздухом при полном устранении подсоса в зону дыхания загрязненного воздуха. Чистый воздух, омывая переднюю стенку маски, на которой закреплено оргстекло, устраняет его запотевание, не охлаждая при этом кожных покровов лица.
По внутреннему периметру маски укреплена ткань (черная саржа) 2, 5, затягиваемая с помощью резинки по подбородку и щекам сварщика. Через этот мягкий материал избыточный воздух, включая и выдыхаемым сварщиком, свободно выходит наружу. Ткань во избежание воспламенения от искры обработана специальной огнеупорной пропиткой, приготовляемой из расчета на 1 л теплой воды 50 г диаммонийфосфата и 30 г сернокислого аммония. После пропитки ткань отжимается, просушивается и проглаживается.
К кромке ткани, соприкасающейся с лицом, пристегивается запонками сменный чехол из марли. В случае перехода на новое рабочее место предусмотрен запас тка-
0, позволяющий полностью откидывать маску поворотом на наголовнике.
Незначительная концентрация пыли (0,94 мг/м3) в зоне дыхания сварщика при работе в маске с подачей зоздуха, хорошее субъективное ощущение сварщиков и замочувствие (частота пульса и дыхания ниже, чем при п я боте без маски), отсутствие выделения пота с кожи 4 и ті а позволили рекомендовать ее для широкого приме* гния при сварочных работах.
 Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ
Опубликовано в ОХРАНА ТРУДА ПРИ СВАРКЕ. В МАШИНОСТРОЕНИИ