ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ И ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ
 7 марта, 2016
7 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov Сварочная дуга — мощный электрический разряд в среде ионизированных газов и паров между электродами, находящимися под напряжением. На рис. 1 схематически изображена дуга, питаемая постоянным током, между катодом (электродом) 1 и анодом 5. Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной н анодной областей очень мала, большую часть дуги составляет столб.
Напряжение дуги, т. е. разность потенциалов между катодом и анодом, зависит от длины дуги и силы тока, а также материалов и размеров электродов, состава и давления плазмы столба дуги. При неизменной силе тока напряжение дуги £/д зависит от ее длины /д:
= а + Ыл,
где а — сумма падения напряжения в катодной и анодной областях дуги; Ь — напряженность столба дуги.
При выборе источника питания решающее значение имеет характер зависимости между напряжением и силой тока дуги. Графическое изображение зависимости напряжения от силы тока дуги называют статической вольт-амперной характеристикой, или статической характеристикой дуги. Как видно из рис. 2, статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков: падающего I, жесткого II, возрастающего III. В зависимости от способа сварки сварочной дуге соответствует тот или иной участок статической характеристики: при ручной сварке статическая характеристика дуги падающая с переходом к жесткой, при механизированной сварке под флюсом и в углекислом газе — жесткая с переходом к возрастающей.
 |
 |
Источник питания сварочной дуги должен удовлетворять основным требованиям: обеспечивать надежное возбуждение дуги, поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла н формированию сварного шва, а также. обеспечивать возможность настройки требуемого режима сварки.
Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой — зависимостью между напряжением на его зажимах (клеммах) и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольт-амперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в) и возрастающей (г) (рнс. 3). Важными параметрами источника питания являются его напряжение холостого хода Uo, ток короткого замыкания /*, номинальные напряжение £/„ и ток /„ (рис. 4).
При касании электродом изделия происходит короткое замыкание сварочной цепи, ток которого расплавляет и испаряет металл контактных поверхностей. Прн Последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40 В. По условиям безопасности напряжение холостого хода источников
 |
 |
переменного тока не превышает 80 В, постоянного тока — 90 В (за исключением специализированных источников). Прн сварке неплавящимся электродом для возбуждения дуги без касания на промежуток электрод — жзделне подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 4). Например, при падающей статической характеристике 2 дуги источник питания должен иметь еие более крутопадающую внешнюю характеристику 1. Как видно из рнс. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из них только точка А соответствует устойчивому горению дуга. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, я этот избыток приведет к увеличению силы тока, т. е. ж возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается ■остояниый режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока аш тока ие достигнет значения, соответствующего точке устойчивого горения дуги А. Следовательно, устой
чивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика дуги.
При жесткой статической характеристике дуги внешняя характеристика источника питания может быть и круто-, и пологопадающей. При возрастающей статической характеристике дуги применяют источники с жесткими внешними характеристиками.
К источникам питания переменного тока предъявляют дополнительные требования, связанные с пониженной устойчивостью дуги переменного тока. При частоте 50 Гц напряжение источника в течение секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбудиться лишь при повышенном напряжении, называемом напряжением повторного возбуждения. Если напряжение источника недостаточно велико, повторного возбуждения может не произойти, и в горении дуги наступают значительные перерывы. Для надежного повторного возбуждения дуги переменного тока необходимо увеличивать силу тока и напряжение холостого хода источника, а также применять источники с большой индуктивностью.
При ручной сварке все возможные способы регулирования силы тока и напряжения дуги можно свести к двум; изменению напряжения холостого хода UB и сопротивления Z источника. Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
При ручной сварке покрытыми электродами используют источники питания постоянного и переменного тока с крутопадающими внешними характеристиками (см. рис. 4). Благодаря повышенному напряжению холостого хода обеспечивается надежное первоначальное и повторное возбуждение дуги. При сочетании крутопадающей характеристики источника с жесткой характеристикой дуги выполняется условие устойчивости. Посколь-
|
Рис. 5. Характеристики источника питания дуги при увеличении напряжения холостого хода (а) и сопротивления источника питания (б) |
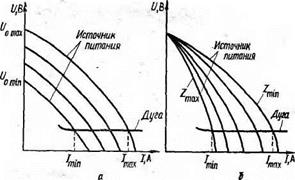
ку на рабочем участке (область точки А) характеристика источника близка к вертикальной, то при увеличении длины дуги и ее напряжения сила тока уменьшается незначительно. За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание элект - тродного металла при капельном переносе мало.
При сварке под флюсом применяются автоматические системы с постоянной скоростью подачи проволоки, работающие по принципу саморегулирования дуги. Он заключается в том, что при большой силе тока и небольшом диаметре электрода в дуге самопроизвольно устанавливается такая сила тока, при которой скорость плавления проволоки равна скорости ее подачи. При внезапном удлинении дуги сила сварочного тока уменьшается, и снижается скорость плавления проволоки. В результате возникшее отклонение длины дуги уменьшается, а сила тока увеличивается до тех пор, пока не восстановятся исходные длина и сила тока дуги. Аналогичные процессы происходят при укорачивании дуги.
Чем больше отклонение силы сварочного тока, тем легче саморегулирование дуги. При изменении длины дуги отклонение силы тока тем больше, чем меньше наклон внешней характеристики источника. Поэтому источник для сварки под флюсом должен иметь полого - иадающую внешнюю характеристику (см. рис. 3). При этом обеспечиваются надежное первоначальное и повторное возбуждение и устойчивое горение дуги. Сила тока зависит от скорости подачи проволоки и поэтому настраивается механизмом ее подачи сварочного аппарата.
При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Постоянный ток необходим для улучшения условий возбуждения дуги. Жесткая Характеристика обеспечивает' устойчивость горения дуги и стабильность процесса сварки. Для уменьшения разбрызгивания электродного металла последовательно с источником включают дроссель со значительной индуктивностью, ограничивающей пиковое значение силы тока короткого замыкания. Величина напряжения дуги регулируется источником, а сила сварочного тока — полуавтоматом.
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ