
ДУГОВАЯ СВАРКА УГОЛЬНЫМ ЭЛЕКТРОДОМ БЕЗ ЗАЩИТЫ
 10 марта, 2016
10 марта, 2016  Oleg Maloletnikov
Oleg Maloletnikov В настоящее время сварку угольным электродом применяют редко — при изготовлении изделий из низкоуглеродистой стали толщиной до 3 мм, при сварке или ремонте изделий из цветных металлов и сплавов или чугуна. Для сварки используют графитовые или угольные электроды, рабочий конец которых в зависимости от диаметра на длине 10—20 мм затачивают на конус с притуплением 1,5—2 мм. Дуга горит (рис. 23) между рабочим концом электрода и изделием — дуга прямого действия. Дуга косвенного действия горит между двумя электродами.
Графитовый или угольный электрод в процессе сварки не расплавляется, его расход незначителен и связан только с испарением. Шов образуется за счет расплавления кромок основного металла или присадочного прутка (если он используется). Сварку дугой прямого действия обычно ведут на постоянном токе прямой полярности, что обеспечивает достаточную устойчивость дуги,
меньший расход электрода и предохраняет металл от науглероживания при коротких дугах.
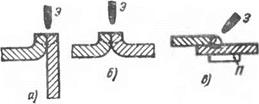
 Кромки под снарку обычно имеют отбортовку (рис. 24); собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и др., обеспечивающих плотное прилегание отбортованных участков во избежание прожогов. При сварке кромки расплавляют без присадочного металла. Однако нри повышенных зазорах или случайных прожогах следует использовать проволоку диаметром ,5—2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать на свариваемые кромки.
Кромки под снарку обычно имеют отбортовку (рис. 24); собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и др., обеспечивающих плотное прилегание отбортованных участков во избежание прожогов. При сварке кромки расплавляют без присадочного металла. Однако нри повышенных зазорах или случайных прожогах следует использовать проволоку диаметром ,5—2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать на свариваемые кромки.
Сварку угольным электродом обычно выполняют только в нижнем положении. При ручной сварке дуга возбуждается касанием электродом кромок, электрод перемещают с короткими поперечными колебаниями. При автоматической сварке дугу возбуждают замыканием дугового промежутка угольным или графитовым стержнем. Электрод перемещается без поперечных колебаний. Вылет электрода из держателя обычно не превышает 75 мм. Для стабилизации дуги применяют пасты или порошки, содержащие легко - ионизирующиеся компоненты, наносимые на кромки. В некоторых случаях для улучшения качества швов можно использовать флюсы, по составу такие же, как и при газовой сварке. Величину сварочного тока (А) для угольных и графитовых электродов выбирают в зависимости от диаметра электрода.
|
Диаметр электрода, мм |
3 |
5 |
6,5 |
10 |
16 |
|
Для угольного.................. |
15—30 |
25-55 |
50—85 |
100—150 |
160—200 |
|
Для графитового.... |
15—35 |
25-60 |
50-90 |
110—165 |
170—250 |
 |
 |
Сварку угольной дугой обычно выполняют без защиты зоны сварки от атмосферного воздуха. Однако в некоторых случаях можно применять углекислый газ или флюс. Угольной дугой косвенного действия сваривают значительно реже. Для ее питания используют переменный ток. Проплавление свариваемых кромок зависит от силы тока дуги, скорости ее перемещения, а также ее расстояния (положения) от кромок. Зависимость силы тока от
диаметра электрода для угольной дуги косвенного действия следующая:
![]()
![]() Сила сварочного тока, А............................... 20—50 30—70 40—90
Сила сварочного тока, А............................... 20—50 30—70 40—90
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ