Дуговая резка металлов
 1 августа, 2016
1 августа, 2016  Oleg Maloletnikov
Oleg Maloletnikov Интенсивный нагрев металла электрической дугой успешно используют в производстве не только для сварки и наплавки, но и для резки металлов. По характеру образуемых срезов и в зависимости от назначения различают две основные разновидности резки металлов: разделительную, образующую сквозные разрезы (вырезка заготовок из листа, разрезка полуфабрикатов на части, скос кромок под сварку и др.), и поверхностную, предназначенную для снятия слоя металла с поверхности обрабатываемых деталей или заготовок (строжка поверхности, выплавка канавок, удаление дефектных мест и др.).
Дуговая резка основана на том, что металл детали пс линии реза плавится теплом дуги и удаляется в результате отекании под действием силы тяжести, направленного движения газов и других сил.
Разделительная резка выполняется либо последовательным выплавлением металла, либо сквозным его проплавлением. Первый способ применяется чаще и заключается в том, что дугу зажигают на верхней кромке листа, а затем вводят электрод в полость среза и периодически перемещают его от верхней к нижней кромке.
Целесообразно применять покрытые электроды, в покрытии которых есть компоненты с сильными окислительными свойствами или выделяющие много теплоты. Лучшие результаты получают при
резке угольными или графитовыми электродами на постоянном токе. В качестве источников тока используют сварочные трансформаторы и преобразователи с крутопадающими внешними характеристиками. Дуговая резка применяется и для поверхностной обработки деталей. В этом случае целесообразно устанавливать деталь вертикально или в наклонном положении, чтобы выплавлен - Рис 1К. К. Схеми воздушно-дуговой НЫЙ металл МОГ свободно стекать режи:
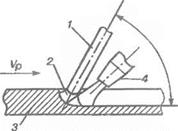 с поверхности реза. Возможна по - / — дж-кірад. 2 —дуіи. ? — л«аль. 4 —
с поверхности реза. Возможна по - / — дж-кірад. 2 —дуіи. ? — л«аль. 4 —
. . ІК1 «душное сопло
верхноетная резка (строжка) и при горизонтальном расположении обрабатываемой детали. Здесь электрод удерживается под утлом 10— 20° к детали в плоскости, совпадающей с линией реза. Глубину канавки регулируют путем изменения скорости перемещения электрода. Канавки большой глубины выплавляют за несколько проходов. Дуговая резка выполняется на силе тока, в 1,3—1,5 раза большей, чем рекомендуется для сварки. Например, низкоутлсро - дистую сталь толщиной 6—50 мм разрезают покрытым электродом диаметром 4 мм на силе тока 300 А, а электродом диаметром 5 мм — на 400 А.
Газодуговая резка заключается в том, что выплавление металла по линии реза осуществляется теплотой, которая выделяется при горении дути, а удаление расплавленного металла выполняется потоком газа. Газодуговая резка выполняется с применением сжатого воздуха или. кислорода. Если применяется кислород, он кроме механического удаления расплава обеспечивает и сгорание стали по линии реза.
Воздушно-дуговую резку целесообразно производить угольными или графитовыми электродами, с питанием дуги постоянным током обратной полярности, при давлении воздуха 0,5—0,7 МН/м2 (5—7 кг/см2) и расходе 5,5 * 10 3 - 11 • 10 я м3/с (20—40 м3/‘0- На рис. 18.8 показано расположение электрода относительно разрезаемой детали.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ