АППАРАТУРА ДЛЯ ЭЛЕКТРОН! ЛАКОВОЙ СВАРКИ
 19 мая, 2016
19 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov При электрошлаковой сварке применяют полуавтоматы и автоматы. Первые мало распространены, так как перемещать но вертикали тяжелую аппаратуру для сварщика утомительно.
Автоматы состоят из следующих узлов: самоходного сварочного аппарата, с которым связаны медные водоохлаждаемые башмаки, формирующие шов; источника питания; бункера с флюсом; кассет с электродной проволокой; аппаратуры управления. Автоматы разделяют на подвесные и самоходные рельсового или безрельсового типа. При сварке в нижнем положении веса самого автомата оказывается достаточно для сцепления ходовых роликов с рельсом или поверхностью изделия. При вертикальном перемещении автоматы снабжают специальными механизмами, удерживающими их на вертикальной плоскости за счет сил трения с пружинным или магнитным прижимом и перемещающими вдоль шва со скоростью,
равной скорости образования шва. Конструкция ходового механизма часто определяет кон - стр у it ци к) а втомата.
![]() На рис. 81 схематически показана конструкция безрельсового автомата для сварки вертикальных швов, где связь между тележкой и изделием обеспечивается действием мощных пружин 7, прижимающих ходовые ролики 5 к обеим сторонам свариваемого изделия 1. Шлаковая ванна 2 формируется ползунами 3, жестко связанными с тележкой. На тележке же расположен и бункер с флюсом 6‘. Подающие ролики 8 проталкивают электродную проволоку 4 сквозь мундштуки в шлаковую ванну. С помощью корректи - ров 9 устанавливают положение сварочных электродов относительно краев ванны. Кассеты 10 непосредственно на тележке или на полу, если установка стационарная. Кроме проволочных, применяют пластинчатые электроды и плавящиеся мундштуки.
На рис. 81 схематически показана конструкция безрельсового автомата для сварки вертикальных швов, где связь между тележкой и изделием обеспечивается действием мощных пружин 7, прижимающих ходовые ролики 5 к обеим сторонам свариваемого изделия 1. Шлаковая ванна 2 формируется ползунами 3, жестко связанными с тележкой. На тележке же расположен и бункер с флюсом 6‘. Подающие ролики 8 проталкивают электродную проволоку 4 сквозь мундштуки в шлаковую ванну. С помощью корректи - ров 9 устанавливают положение сварочных электродов относительно краев ванны. Кассеты 10 непосредственно на тележке или на полу, если установка стационарная. Кроме проволочных, применяют пластинчатые электроды и плавящиеся мундштуки.
Шлаковая ванна, служащая нагрузкой источника питания при электрошлаковой сварке, является нелинейным активным сопротивлением, обладающим большой инерционностью изменешш параметров. Питание установок для электрошлаковой сварки может осуществляться как постоянным, так и переменным током.
Основные возмущения установленного режима при электрошлаковой сварке следующие: возникновение дугового разряда внутри ванны или над ее поверхностью; колебания скорости подачи электрода в ванну; колебания электрофизических свойств шлака вследствие изменения его состава в процессе сварки; колебания напряжения сети.
Условие устойчивости процесса
где Тш — температура ванны; Ри1 — тепловая мощность, выделяемая в ванне; Рп — тепловая мощность, теряемая ванной.
Теплота в ванне расходуется на теплоотвод в металл изделия, в водоохлаждаемые башмаки, на плавление и перегрев основного и электродного металлов, на излучение с поверхности шлаковой ванны и т. и.
Для электрошлаковой гпарки обычно применяют плавящиеся металлические электроды. В этих условиях устойчивый процесс получается при любых внешних арактеристиках источника питания — от крутопадаго - щей до жесткой.
 Источники питания с жесткими характеристиками экономически более выгодны, имеют меньшие размеры.
Источники питания с жесткими характеристиками экономически более выгодны, имеют меньшие размеры.
11а рис. 82 приведены типичные зависимости устойчивой работы при электрошлако - вой сварке. Сварочный ток меняется в очень небольших пределах при изменении напряжения сварки. Источник питания также должен иметь пониженное напряжение холостого хода для предотвращения возникновения дуги внутри сварочной ванны (табл. 32). Регулировать режим ввиду большой тепловой инерционности шлаковой ванны можно переключением витков вторичной обмотки трансформатора источника питания.
|
Таблица 32. Характеристики транеформчторов для алсктрошлаковой сварки
|
При неизбежных колебаниях режима сварки при постоянных скоростях подачи электрода и скорости перемещения аппарата при сварке может произойти изменение уровня шлаковой ванны или жидкого металла. Уровень шлаковой ванны поддерживается постоянным путем регулирования подачи флюса при контроле визуальном или с помощью щупа, опускаемого в ванну. Уровень металлической ванны стабилизируется путем воздействия на скорость перемещения аппарата, так как если воздействовать на скорость подачи электрода, то это вызовет изменения сварочного тока, а следовательно, и тепловложения в шлаковую ванну.
На рис. 83 приведена одна из схем регулирования с контактными датчиками уровня металла. Питание контактного датчика осуществляется от вторичной обмотки сварочного трансформатора через дроссель. Напряжение со щупа подается на сопротивление
R2 через выпрямитель ВС2. На сопротивление же R1 подается неизменное ПО величине независимое напряжение с выпрямительного моста ВСІ. В цепь сравнения включена обмотка управления О У електромашинного усилителя ЭМУ, питающего электродвигатель вертикального перемещения сварочного аппарата ДВД.
![]()
![]()
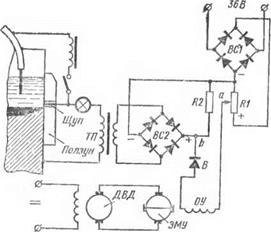 При замыкании щупа на металл через ОУ протекает ток, величина которого определяется положением движка потенциометра В1, и сварочный аппарат перемещается вверх, пока напряжение со щупа нс скомпенсирует напряжение с R1. Вентиль В препятствует реверсированию электродвигателя ДВД, что привело бы к выливанию шлаковой ванны. Такая система устойчиво работает с аппаратом А-372Р и обеспечивает точность поддержания уровня -+-2 мм.
При замыкании щупа на металл через ОУ протекает ток, величина которого определяется положением движка потенциометра В1, и сварочный аппарат перемещается вверх, пока напряжение со щупа нс скомпенсирует напряжение с R1. Вентиль В препятствует реверсированию электродвигателя ДВД, что привело бы к выливанию шлаковой ванны. Такая система устойчиво работает с аппаратом А-372Р и обеспечивает точность поддержания уровня -+-2 мм.
|
Таблица 33. Характеристики электро шлаковых сварочных аппаратов
|
Наряду с контактными датчиками в системах регулирования уровня расплава используют термопарные, индукционные и радиоактивные датчики. Кроме специфичных схем автоматического поддержания уровня металлической ванны, для таких аппаратов характерны три рабочих механизма: подачи электродных проволок, вертикального перемещения аппарата, возвратно-поступательного перемещения электродов поперек шва (табл. 33).
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ