МЕХАНИЗМ ОБРАЗОВАНИЯ СВАРОЧНОГО СОЕДИНЕНИЯ
 6 февраля, 2016
6 февраля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Металлы характеризуются кристаллической решеткой, в которой атомы (ионы) занимают свои строго фиксированные места с определенным параметром решетки (который определяет систему геометрического взаимоположения частиц). Для большинства металлов параметр кристаллической решетки составляет (3...5) Ю * см. Это расстояние обычно представляет среднее расстояние между
частицами, которые колеблются около своего среднего положения. Размах этих колебаний зависит от температуры тела - с повышением температуры размах колебаний увеличивается. При этом увеличиваются параметры решетки, что в целом приводит к ослаблению взаимосвязи между частицами.
Наличие строгого порядка расположения узлов кристаллической решетки и их взаимодействие с нолем подвижных обобществленных электронов определяют свойства твердого тела. Реальные металлы являются материалами поликристаллическими, состоящими из множества отдельных кристаллов, связанных в общее монолитное целое. Физические свойства таких тел (металлов), в частности его прочность, зависят от соотношения свойств зерен и межзеренных границ, величины исходного зерна металла.
Если рассматривать частицы, находящиеся на поверхности тела, то их взаимосвязи не взаимоуравновешены, как в его глубине, а имеют свободные связи и при определенных условиях могут присоединять к себе другие атомы (или молекулы), например адсорбировать на поверхности различные газы или вступать во взаимодействие с такими же поверхностными атомами другого твердого тела или газа.
Для установления такой связи между двумя металлическими телами необходимо их сблизить на расстояние, сопоставимое с параметром кристаллической решетки (3...5) 10 * см. Это можно осуществить двумя путями. Первый обеспечивает установление связи между двумя поверхностями двух одинаковых по составу металлов, когда они находятся в твердом состоянии (сварка давлением). Самые современные способы обработки металлических поверхностей (даже такие как хонингование) не обеспечивают сближение двух частей на расстояние <5-10 " см. Этого недостаточно для сближения, позволяющего установить надежные межчастичные связи. Такие связи устанавливаются лишь в отдельных, весьма немногочисленных точках соприкасающихся поверхностей. Наличие на поверхности адсорбированных газов, окисных пленок и других загрязнений также мешает установлению связей.
При сварке давлением необходимая степень сближения соединяемых частей происходит за счет пластической деформации в районе контакта (рис. 1.3). При сближении, таким образом, двух металлических частей необходимо преодоление энергетического барьера потенциальной энергии системы атомов поверхностного слоя, и только после этого может произойти сближение на расстояние, равное параметру кристаллической решетки, возникновение условий для взаимодействия электронных полей. Так образуется неразъемное соеди-
|
нение. Если процесс образования соединения сопровождается диффузией частиц через образовавшуюся ерошенную поверхность прорастанием через нее зерен и их перестройкой, то свойства соединения сближаются со свойствами исходных материалов.
Рассматриваемый способ соединения требует активации соединяемых поверхностей (что способствует удалению с них загрязнений). Энергия активации может сообщаться за счет нагрева (термическая активация) либо за счет упруго-пластической деформации.
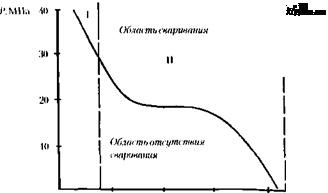 |
При этом существует определенная связь между температурой и давлением. Дело в том, что нагрев металлического тела уменьшает сопротивляемость металла деформированию, что способствует перекристаллизации и ускоряет диффузионные процессы. Иначе, увеличение температуры способствует интенсификации процессов получения качественного сварного соединения. Подобная связь для чистого железа приведена на рис. 1.4.
Кривая графика разделяет поле технологических параметров Р и Т на области получения равнопрочного сварного соединения, соединения с низкими свойствами и с полным отсутствием свариваемости. Если температура подогрева ниже температуры Тг то для получения сварного соединения требуются высокие, практически нереальные значения давлений (область ограниченной свариваемости I). Температурная область Г,-Г обеспечивает сварку при приложении внешней сдавливающей силы Р (область II). По мере увеличения температуры необходимое для получения соединения давление уменьшается. Эта область представляет собой совокупность режимов сварки давлением. При увеличении температуры выше Т соединение происходит и при Р-0. Металл переходит в расплавленное состояние (область III), и соединение металлических частей происходит сваркой плавлением. При таком виде сварки две сближенные металлические детали расплавляются каким-либо источником тепла. Расплавившийся металл приближается к нерасплавившимся стенкам обеих деталей очень близко вследствие смачивания, он растекается по активированной нагревом поверхности твердых стенок, обеспечивая их соприкосновение и адгезию. При удалении источника нагрева жидкий металл охлаждается и затвердевает (кристаллизуется). Кристаллизация в первую очередь происходит у стенок, отводящих тепло; именно здесь между твердым металлом и закристаллизовавшимся слоем устанавливаются металлические связи. Здесь же между твердым и кристаллизующимся металлом могут протекать процессы диффузии. Такое соединение происходит без каких-либо признаков приложения внешнего давления. Любое сварное соединение, независимо от того, получено ли оно способами сварки давлением или плавлением, характеризуется непрерывной структурной связью.
 Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ
Опубликовано в ОСНОВЫ СВАРКИ. СУДОВЫХ. КОНСТРУКЦИЙ