ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
 30 августа, 2016
30 августа, 2016  Oleg Maloletnikov
Oleg Maloletnikov . При сварке в инертном газе плавящимся электродом получил распространение способ импульсно-дуговой сварки, при котором на постоянный (базовый) ток небольшой величины периодически накладываются импульсы тока силой в 1000 и более ампер. При импульсно - дугЪвой сварке плавящимся электродом происходит программируемый перенос металла с частотой, кратной частоте импульсов. По сравнению со сваркой неплавящимся электродом импульсно-дуговая сварка позволяет значительно повысить производительность труда и значительно снизить сварочные деформации. Импульсно - дуговая сварка неплавящимся электродом может применяться для изготовления конструкций из сталей, алюминиевых, никелевых и титановых сплавов при выполнении швов во всех пространственных положениях.
Источники питания должны иметь базовые внешние характеристики: крутопадающие при малых токах, пологопадающие— при средних и жесткие — при больших токах. Импульсные характеристики источника должны быть жесткими/
Одним из способов питания сварочной дуги при импульсно-дуговой сварке является параллельное включение источника постоянного тока и генератора импульсов типа ГИД-1 или ГИ-ИДС-1, в которых частота и амплитуда импульсов регулируются тиристорами. Промышленностью - выпускаются также специализированный выпрямитель ВДГИ-302 для импульсно-дуговой сварки плавящимся электродом в инертных газах и на его базе полуавтомат ПДИ-303.
Полуавтомат ПДИ-303 состоит нз механизма подачи, комплекта горелок и шлангов и выносного пульта. По
луавтомат предназначен для сварки алюминиевых сплавов, снабжен пластмассовым направляющим каналом, медно-графитовыми наконечниками. На выносном пульте можно предварительно установить два независимых сварочных режима, которые могут переключаться тумблером как перед сварко#, так и в процессе сварки.
Техническая характеристика полуавтомата ПДИ-303:
 Номинальная сила сварочного тока, А Продолжительность включения ПВ, % Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/ч.............................................................
Номинальная сила сварочного тока, А Продолжительность включения ПВ, % Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/ч.............................................................
Рабочее напряжение, В..................................
Пределы регулирования силы сварочного тока, А
Регулирование скорости подачи проволоки
Напряжение сети, В.......................................
Питание системы управления
Выпрямитель ВДГИ-302 предназначен для механизированной импульсно-дуговой сварки плавящимся электродом в защитных инертных газах. Выпрямитель питает сварочную дугу пульсирующим однополярным током, т. е. постоянным базовым током, на который с частотой 50 или 100 Гц накладываются кратковременные мощные импульсы тока.
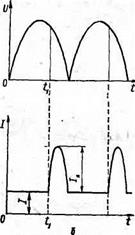
Принципиальная электрическая схема и временные диаграммы, поясняющие принцип работы выпрямителя, приведены на рис. 54.
Питание дуги производится от однофазного силового выпрямителя V пульсирующим выпрямленным напряжением. В цепи выпрямленного тока последовательно с дугой включен сглаживающий дроссель L, параллельно которому подключен тиристор VI. Пока тиристор не включен, в сварочной цепи проходит постоянный базовый ток I. В момент fi включается Тиристор, шунтирующий дроссель, и напряжение выпрямителя в форме отрезка синусоиды с начальной фазой в точке fi поступает на сварочную дугу. Ток импульса /и определяется параметрами сварочной цепи.
Частота следования импульсов определяется частотой шунтирования дросселя тиристором,
 |
 |
Принципиальная электрическая схема силовой цепи выпрямителя ВДГИ-302 приведена на рис. 55. Первичная обмотка силового трансформатора Т состоит из секций И! і_ь Wi-a, Wi-a и іві_4, а вторичная из секций uij-б и Wa-t. В один полупериод напряжения питающей сети совместно е секциями обмоток ~ трансформатора Wt-i, Wi-i, wa-ь работают тиристоры VI и V2 и вентиль V7, а в другой полупериод напряжения совместно о секциями обмоток и)|_з, и>|_4, Wa-» работают тиристоры V3 и V4 и вентиль V8. При открытии тиристора VI (V4) на секции wt-a (Ші-а, W1-4) первичной обмотки нодается напряжение сети. После выпрямления вентилем V7 (V8) через дроссель L и дугу идет базовый ток. Дроссель выполнен нелинейным для сглаживания пульсаций базового тока во всем диапазоне регулирования. При малых сварочных токах индуктивность дросселя больше, чем при больших.
Схемой управления предусмотрена возможность изменения наклона внешних характеристик при работе выпрямителя в режиме базового тока. При больших сварочных токах в целях саморегулирования дуги внешние характеристики жесткие, а при малых токах для предотвращения обрывов дуги, внешние характеристики
крутопадающие, что требуется для стабилизации базового тока.
При импульсном режиме тиристоры V5(V6) включаются с запаздыванием относительно момента включения тиристоров VI (V4). Одновременно с тиристорами V5 (V6) могут включаться тиристоры V2 (V3) с одновременным включением тиристоров VI (V4) для повы-
|
VI
Рис. 55. Принципиальная электрическая схема силовой цепи выпрямителя ВДҐИ-302 |
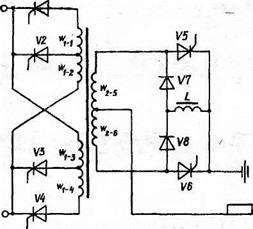
шеиия коэффициента трансформации. Такому режиму соответствует диапазон крутых импульсов большой амплитуды. Когда тиристоры V2(V3) не включаются, а работают только тиристоры VI (V4), выпрямитель работает с пологими импульсами малой амплитуды. В каждом диапазоне амплитуда и длительность импульсов определяются фазой включения в работу тиристоров V5(V6). Запирание тиристоров V5 (V6) происходит естественно, когда снижается напряжение питания.
В выпрямителе предусмотрена возможность предварительно, при отсутствии выходного напряжения, устано
вить по прибору среднее значение напряжения на дуге и амплитуду напряжения импульса. Кроме того, в выпрямителе имеется прибор с переключателем на три положения для изменения в процессе сварки силы базового тока, тока дуги и амплитуды тока импульса.
Техническая характеристика выпрямителя:
Номинальная сила сварочного тока, А 315 Пределы регулирования сварочного
тока, А...................................................... 40—315
Амплитуда импульса тока, А. . 1000
Длительность импульса, мкс. . 4
Режим работы ПВ, % . . . . _ 60
Продолжительность цикла сварки,
мин.......................................................... 5
Рабочее напряжение, В. 30
Пределы регулирования рабочего напряжения, В...... 10—35
Номинальное напряжение питающей
сети, В...................................................... 380
Первичная мощность, кВ А. . . 13
Точность стабилизации при изменениях напряжения питающей сети +5...—10 % от номинального, %:
по базовому току........................... от +1,5 до
+3
по импульсному току.... От+3 до—6/
Размеры (высотах ширинах длина),
мм................................................ 720 X593X938
Масса, кг, не более............................... 250
 Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ
Опубликовано в ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ