ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
 4 июня, 2016
4 июня, 2016  Oleg Maloletnikov
Oleg Maloletnikov В сварочной ванне расплавленные основной и, если используют, дополнительный металлы перемешиваются. По мере перемещения источника теплоты вслед за ним перемещается и сварочная ванна. В результате потерь теплоты на излучение, теплоотвод в изделие, а при электрошлаковой сварке — и в формирующие ползуны в хвостовой части ванны происходит понижение температуры расплавленного металла, который, затвердевая, образует сварной шов. Форма и объем сварочной ванны зависят от способа сварки и основных параметров режима. Ее объем может составлять от миллиметров до сотен кубических сантиметров.
1 результате этого изменяются и усло - iiHii затвердевания (кристаллизации) металла сварочной ванны, которые также зависят от условий теплоотвода, т. е. от толщины свариваемого металла, типа сварного соединения, способа сварки, наличия шлака па поверхности сварочной ванны и т. д. Таким образом, названные выше условия определяют и неодинаковое время существования в расплавленном состоянии металла в различных участках сварочной ванны.
![]()
![]()
![]()
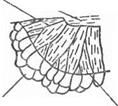 Кристаллизация металла сварочной ванны у границы с нерасплавившимся основным металлом (границы сплавления) протекает очень быстро. Но мере удаления от нее к центру ванны длительность пребывания металла в расплавленном состоянии увеличивается. Переход металла из жидкого в твердое состояние — первичная кристаллизация на границе сплавления начинается от частично оплавленных зерен основного или ранее наплавленного металла (рис. 108) в виде дендрптов, растущих в направлении, обратном теплоотводу, т. с. в глубь сварочной ванны. Таким образом, возникают общие зерна. При многослойной сварке, когда кристаллизация начинается от частично оплавленных зерен предыдущего шва, возможно прорастание кристаллов из слоя в слой — образуется транскржсталличная структура.
Кристаллизация металла сварочной ванны у границы с нерасплавившимся основным металлом (границы сплавления) протекает очень быстро. Но мере удаления от нее к центру ванны длительность пребывания металла в расплавленном состоянии увеличивается. Переход металла из жидкого в твердое состояние — первичная кристаллизация на границе сплавления начинается от частично оплавленных зерен основного или ранее наплавленного металла (рис. 108) в виде дендрптов, растущих в направлении, обратном теплоотводу, т. с. в глубь сварочной ванны. Таким образом, возникают общие зерна. При многослойной сварке, когда кристаллизация начинается от частично оплавленных зерен предыдущего шва, возможно прорастание кристаллов из слоя в слой — образуется транскржсталличная структура.
Б различные этапы кристаллизации металла сварочной ванны и роста дендрптов состав кристаллизующего жидкого металла не одинаков. Первые порции металла менее загрязнены примесями, чем последние. Б результате образуется зональная и впут- ридендритная химическая неоднородность металла. Неоднородность химического состава в различных участках одного дендрита, когда его поверхностные слон более загрязнены примесями — внутридендритная ликвация, имеет преимущественное развитие в сварном шве. Ликвация в сварном шве зависит от его химического состава, формы сварочной ванны и скорости кристаллизации. Способ сварки оказывает существенное влияние на развитие ликвации.
Первичная кристаллизация металла сварочной ванны имеет прерывистый характер, вызванный выделением перед фронтом кристаллизации скрытой теплоты кристаллизации. Это приводит к характерному слоистому строению шва и появлению ликвации н виде слоистой неоднородности, которая в наибольшей степени проявляется вблизи границы сплавления. Слоистая ликвация также зависит от характеру и скорости кристаллизации металла сварочной ванны. Слоистая и дендритная ликвации уменьшаются при улучшении условий диффузии ликвирутощих элементов в твердом металле.
Образовавшиеся в затвердевшем металле шва в результате первичной кристаллизации столбчатые кристаллиты имеют аустенитную микроструктуру (диаграмма состояния системы Fe—С сплавов на рис. 109, справа). При дальнейшем охлаждении металла, при температуре аллотропического превращения Ас3 начинается процесс перестройки атомов пространственной решетки — перекристаллизация. В результате перекристаллизации происходит распад части аустенита и превращение его в феррит. Так как растворимость углерода в феррите меньше, чем в аустените, выделяющийся углерод вступает в химическое соединение с железом, образуя цементит.
 |
Дальнейшее охлаждение стали ниже температуры превращения Лсг приводит к образованию эвтсктоидной смеси феррита и цементита — перлита. Вторичная кристаллизация сопровождается значительным увеличением числа зерен, так как в пределах первичного зерна аустенита образуется несколько зерен перлита и феррита. Это благоприятно влияет на механические свойства стали. С увеличением в стали содержания углерода количество перлита возрастает. Одновременно может наблюдаться и рост величины зерен. Количество и строение перлитной фазы зависит также от скорости охлаждения металла шва.
При некоторых условиях может образоваться видманштеттова структура, характеризующаяся выделением феррита из аустенита не только но границам зерен, но и по кристаллографическим пдоско - сгям отдельных кристаллитов. Видманштеттова структура в сварных соединениях не желательна, так как снижает их механические свойства. Металл шва при комнатной температуре и обычных для сварки скоростях охлаждения в области температур перекристаллизации имеет ферритно-перлитную или сорбитообразную структуру.
Теплота, выделяемая при сварке, распространяется вследствие теплопроводности в основной металл. Этот процесс характеризуется термическим циклом. В каждой точке околошовной зоны температура вначале нарастает, достигая максимума, а затем снижается. Чем ближе точка расположения к границе сплавления, тем быстрее происходит нагрев металла в данном участке и тем выше максимальная температура, достигаемая в нем. При значительном удалении от шва нагрев основного металла практически не происходит.
Таким образом, различные участки основного металла характеризуются различными максимальными температурами и различными скоростями нагрева и охлаждения, т. е. подвергаются своеобразной термообработке. Поэтому структура и свойства основного металла в различных участках сварного соединения различны. Зону основного металла, в которой под воздействием термического цикла при сварке произошли фазовые и структурные изменения, называют зоной термического влияния. Характер этих превращений и протяженность зоны термического влияния зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т. п.
На рис. 109 слева показаны поперечное сечение стыкового сварного соединения при однослойной сварке низкоуглеродистой стали, кривая распределения температур по поверхности сварного соединения в момент, когда металл шва находится в расплавленном состоянии, и структуры различных участков зоны термического влияния шва после сварки, образованные в результате действия термического цикла сварки. Эта схема — условная, так как кривая распределения температур по поверхности сварного соединения во время охлаждения меняет свой характер.
|
І |
На участке неполного расплавления объемы металла нагре
вались в интервале температур между солидусом и ликвидусом, что приводило к частичному расплавлению (оплавлению) зерен металла. Пространство между нерасплавившимися зернами заполнено жидкими прослойками, связанными с металлом сварочной ванны. Поэтому в него могли проникать и элементы, вводимые в металл сварочной ванны. В результате состав металла на этом участке может отличаться от состава основного металла, а за счет нерасплавившихся зерен основного металла — и от состава металла шва.
Слоистая ликвация способствует увеличению химической неоднородности металла на этом участке по сравнению с металлом шва. Состав и структура металла в этой зоне зависят также от диффузии элементов, которая может проходить как из основного нерасплавившегося металла в жидкий металл, так и наоборот. Этот участок по существу и является местом сварки. Его протяженность зависит от состава и свойств металла, способа сварки и обычно не превышает 0,5 мм, но свойства металла в нем могут оказывать решающее влияние на свойства всего сварного соединения.
На участке перегрева металл нагревался в интервале температур от 1100—1150°С до линии солидуса. Металл, нагревавшийся выше температуры Ас3, полностью переходит в состояние аустенита, при этом происходит рост зерна, размеры которого увеличиваются тем больше, чем выше температура металла. Даже непродолжительное пребывание металла при температурах свыше 1100° С приводит к значительному увеличению размера зерен. Крупнозернистая структура металла на этом участке перегрева после охлаждения может привести к образованию неблагоприятной видманштеттовой структуры. Металл, нагретый незначительно выше температур Лс3, имеет мелкозернистую структуру с высокими механическими свойствами. Этот участок называется участком нормализации (перекристаллизации). На участке неполной перекристаллизации металл нагревался до температуры между Л, и Ас3. Поэтому он характеризуется почти неизменным ферритным зерном и некоторым измельчением и сфероидизацией перлитных участков.
Металл, нагревавшийся в интервале температур 500—550° С до Асг (участотї рекристаллизации), по структуре незначительно отличается от основного. Если до сварки металл подвергался пластической деформации, то при нагреве в нем происходит сращивание раздробленных зерен основного металла — рекристаллизация. При значительной выдержке при этих температурах может произойти значительный рост зерен. Механические свойства металла этого участка могут несколько снизиться вследствие разупрочнения ввиду снятия наклепа.
При нагреве металла в интервале температур 100—500° € (участок старения) его структура в процессе сварки нс претерпевает видимых изменений. Однако в некоторых сталях, содержащих повышенное количество кислорода и азота (обычно кипящих), их нагрев при температурах 150—350° С сопровождается резким снижением ударной вязкости и сопротивляемости разрушению.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
 |
|
При сварко короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния. Последующие слои термически воздействуют на ранее наплавленные швы, имеющие структуру литого металла, и создают в них зону термического влияния, строение и структура которой значительно отличаются от зоны термического влияния в основном металле, подвергавшемся прокатке. Эта зона на участке перегрева обычно не имеет крупного зерна и характеризуется мелкозернистыми структурами с повышенными пластическими свойствами.
Структура металла тпвов при электрошлаковой сварке может характеризоваться наличием трех зон (рис. 110, а): зона 1 крупных столбчатых кристаллов, которые растут в направлении, обратном отводу теплоты; зона 2 тонких столбчатых кристаллов с меньшей величиной зерна и несколько большим их отклонением в сторону теплового центра; зона 3 равноосных кристаллов, располагающаяся посередине шва. В зависимости от способа электрошлаковой сварки, химического состава металла шва и режима сварки может быть получено различное строение швов. Повышение содержания в шве углерода и марганца увеличивает, а уменьшение интенсивности теплоотвода уменьшает ширину зоны 1.
Направленность кристаллизации зависит от коэффициента формы шва. При его увеличении за счет уменьшения скорости подачи электродной проволоки (рис. 110, б) происходит отклонение роста кристаллов в сторону теплового центра сварочной ванны. Подобные швы имеют повышенную стойкость против кристаллизационных трещин. Медленное охлаждение швов при электрошлаковой сварке в интервале температур фазовых превращений способствует тому, что их структура характеризуется грубым ферритно-перлитным строением с утолщенной оторочкой феррита по границам кристаллов.
Термический цикл околошовпой зоны при электрошлаковой сварке характеризуется длительным ее нагревом и выдержкой при температурах перегрева и медленным охлаждением. Поэтому
в ней могут образовываться грубые видманштеттовы структуры, которые по мере удаления от линии сплавления сменяются нормализованной мелкозернистой структурой. Б зоне перегрева может наблюдаться падение ударной вязкости, что устраняется последующей термообработкой (нормализация с отпуском). Термический цикл электрошлаковой сварки, способствуя распаду аустенита в области перлитного и промежуточного превращений, благоприятен при сварке низколегированных сталей, так как способствует подавлению образования закалочных структур.
Основным фактором, определяющим после окончания сварки конечную структуру металла в отдельных участках зоны термического влияния, является термический цикл, которому подвергался металл этого участка при сварке. Решающими факторами термического цикла сварки являются максимальная температура, достигаемая металлом в рассматриваемом объеме, и скорость его охлаждения. Ширина и конечная структура различных участков зоны термического влияния определяются способом и режимом сварки, составом и толщиной основного металла. Общая протяженность зоны термического влияния может достигать 30 мм. При более концентрированных источниках теплоты протяженность зоны меньше.
Рассмотренное разделение зоны термического влияния — приближенно. При переходе от одного структурного участка к другому имеются промежуточные структуры. Кроме того, диаграмму железо — углерод мы рассматривали статично, в какой-то момент существования сварочной ванны. В действительности температура в точках зоны термического влияния изменяется во времени в соответствии с термическим циклом сварки.
Повышение прочности низколегированных сталей достигается легированием их элементами, которые растворяются в феррите и измельчают перлитную составляющую. Наличие этих элементов при охлаждении тормозит процесс распада аустенита и действует равносильно некоторому увеличению скорости охлаждения. Поэтому при сварке в зоне термического влияния на участке, где металл нагревался выше температур Aclt при повышенных скоростях охлаждения могут образовываться закалочные структуры. Металл, нагревавшийся до температур значительно выше Ас3, будет иметь более грубозернистую структуру.
При сварке термически упрочненных сталей на участках рекристаллизации и старения может произойти отпуск металла с образованием структуры сорбита отпуска и понижением прочностных свойств металла. Технология изготовления сварных конструкций из низколегированных сталей должна предусматривать минимальную возможность появления в зоне термического влияния закалочных структур, способных привести к холодным трещинам, особенно при сварке металла больших трещин. При сварке термически упрочненных сталей следует принимать меры, предупреждающие разупрочнение стали на участке отпуска.
![]()
Рассматриваемые стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать определенный комплекс требований, основные из которых — обеспечение надежности и долговечности конструкций (особенно из термически упрочняемых сталей, обычно используемых при изготовлении ответственных конструкций). Важное требование при сварке рассматриваемых сталей — обеспечение равнопрочное™ сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела соответствующих свойств основного металла.
В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако во всех случаях, особенно при сварке ответственных конструкций, швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Иногда к сварному соединению предъявляют дополнительные требования (работоспособность при вибрационных и ударных нагрузках, пониженных температурах и т. д.). Технология должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности конструкции.
|
Таблица 47. Средний химический состав металла шва, %
|
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки, предыдущей и последующей термообработкой. Химический состав металла шва при сварке рассматриваемых сталей незначительно отличается от состава основного металла (табл. 47). Это различие сводится к снижению содержа
ния в металле шва углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания в пом углерода, компенсируется легированием металла через проволоку, покрытие или флюс марганцем, кремнием, а при сварке низколегированных сталей — также и за счет перехода этих элементов из основного металла.
Таким образом, химический состав металла шва зависит от доли участия основного и дополнительного металлов в образовании металла шва и взаимодействий между металлом, шлаком и газовой фазой. Повышенные скорости охлаждения металла шва также способствуют йовышению его прочности (рис. 111), однако при этом снижаются его пластические свойства и ударная вязкость. Это объясняется изменением количества и строения перлитной фазы. Критическая температура перехода металла однослойного шва в хрупкое состояние практически не зависит от скорости охлаждепия. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия.
 |
Влияние скорости охлаждения в наибольшей степени проявляется при дуговой сварке однослойных угловых швов и последнего слоя многослойных угловых и стыковых швов при наложении их на холодные, предварительно сваренные швы. Металл многослойных швов, кроме последних слоев, подвергающийся действию повторного термического цикла сварки, имеет более благоприятную мелкозернистую структуру. Поэтому он обладает более низкой критической температурой перехода в хрупкое состояние.
|
Марка |
Вид термообработки |
кгс/мм2 |
V кгс/мм2 |
% |
’1, % |
|
ВСтЗки |
Отжиг................................. |
10.4 |
39,3 |
35.9 |
61,0 |
|
Нормализация................... |
25.5 |
41.8 |
32,8 |
64.1 |
|
|
Закалка в масле............... |
3J.8 |
50.6 |
29.4 |
68,5 |
|
|
Закалка в водо.................. |
42,1 |
58,8 |
18,2 |
67,9 |
|
|
19Г |
Отжиг................................. |
26.7 |
48 |
34.9 |
62,9 |
|
Нормализации................... |
31,9 |
53,3 |
29.8 |
— |
|
|
Закалка в масло............... |
43.7 |
62,2 |
28,1 |
73.2 |
|
|
Закалка в воде.................. |
47,4 |
67,6 |
10,0 |
53,1 |
|
|
14Г2 |
Отжиг................................. |
20.4 |
50.3 |
34,9 |
67.2 |
|
Нормализация................... |
33,8 |
53,2 |
30,1 |
65.5 |
|
|
Закалка в масло................ |
52.8 |
73,9 |
23.4 |
61,6 |
|
|
Закалка в водо................. |
88 |
101.4 |
13.6 |
50,4 |
Пластическая деформация, возникающая в металле шва под воздействием сварочных напряжений, также повышает предел текучести металла шва.
Обеспечение равнопрочности металла шва при дуговых способах сварки низкоуглеродистых и низколегированных нетермо - упрочпепных сталей обычно не вызывает затруднений. Механические свойства металла околошовной зоны зависят от конкретных условий сварки и от вида термообработки стали перед сваркой.
При сварке низкоуглеродистых горячекатаных (в состоянии поставки) сталей при толщине металла до 15 мм на обычных режимах, обеспечивающих небольшие скорости охлаждения, структуры металла шва и околошовной зоны примерно такие, как было рассмотрено выше (рис. 109). Повышение скоростей охлаждения при сварке на форсированных режимах металла повышенной толщины, однопроходных угловых швов, при отрицательных температурах и т. д. может привести к появлению в металле шва и околошовной зоны закалочных структур на участках перегрева и полной и неполной рекристаллизации.
Как видно из данных табл. 48 и рис. 112, скорость охлаждения для низкоуглеродистых сталей оказывает большое влияние на их механические свойства. При повышении содержания марганца это влияние усиливается. Поэтому даже при сварке горячекатаной низкоуглеродистой стали марки ВСтЗ при указанных выше условиях не исключена возможность получения в сварном соединении закалочных структур. Если сталь перед сваркой прошла термическое упрочнение — закалку, то в зоне термического влияния шва на участках рекристаллизаций и старения будет наблюдаться отпуск металла, т. е. снижение его прочностных свойств. Уровень
изменения этих свойств зависит от погонной энергии, типа сварного соединения и условий сварки.
При сварке низколегированных сталей изменение свойств металла шва и околошовной зоны проявляется более значительно. Сварка горячекатаной стали способствует появлению (см. рис. 109) закалочных структур на участках перегрева и нормализации. Уровень изменения механических свойств металла больше, чем при сварке низкоуглеродистых сталей. Термообработка низколегированных сталей, наиболее часто — закалка (термоупроч - пение) с целью повышения их прочностных показателей при сохранении высокой пластичности (табл. 48) усложняет технологию сварки.
На участках рекристаллизации и старения происходит разупрочнение стали иод действием высокого отпуска с образованием
 структур преимущественно троостита или сорбита отпуска. Это разупрочнение телі больше, чем выше была прочность основного металла, полученная после тормообработки. При температурах выше Ас3 разупрочнение обусловлено совместно протекающими процессами высокого отпуска и фазовой перекристаллизации. В этих процессах решающее значение имеют скорость охлаждения металла шва (рис. 112) и в первую очередь погонная энергия при сварке (табл. 49).
структур преимущественно троостита или сорбита отпуска. Это разупрочнение телі больше, чем выше была прочность основного металла, полученная после тормообработки. При температурах выше Ас3 разупрочнение обусловлено совместно протекающими процессами высокого отпуска и фазовой перекристаллизации. В этих процессах решающее значение имеют скорость охлаждения металла шва (рис. 112) и в первую очередь погонная энергия при сварке (табл. 49).
Таким образом, при сварке низколегированных сталей (особенно термоупрочненных) получение равнопрочного сварного соединения вызывает некоторые трудности и поэтому требует применения определенных технических приемов (сварка короткими участками нетермоупрочненных сталей и длинными термоупрочненных и др.). Протяженность участков зоны термического влияния, где произошло заметное изменение свойств основного металла под действием термического цикла сварки (разупрочнение или закалка), зависит от способа и режима сварки, состава и толщины металла, конструкции сварного соединения др.
Повышение погонной энергии сварки (рис. ИЗ) сопровождается расширением разупрочненной зоны и снижением твердости металла в ней. Это вызвано увеличением объема металла, подвергавшегося высокому сварочному нагреву, и замедлением темпа охлаждения. Кроме того, повышение погонной энергии уменьшает скорость охлаждения в субкритическом интервале температур, что уменьшает количество неравновесных структур (снижает твердость) в прилегающих к шву участках перегрева и полной нерекристад-
а)
![]()
![]()
![]()
 Рис. 113. Влияние погонной энергии на турной области, возникает распределение твердости металла по похолодней пластическая де - перечному сечению шва на стали 14ХГС:
Рис. 113. Влияние погонной энергии на турной области, возникает распределение твердости металла по похолодней пластическая де - перечному сечению шва на стали 14ХГС:
формация. Попадая при п) g/v = 2Ю0 кал/см; б) g/v = 11 800 кал/см;
__ * I — шов; II — зона перекристаллизации; III —
наложении ПОСЛедуЮЩИХ основной металл
швов под сварочный нагрев до температур около 300° С, эти зоны становятся участками деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и возможному возникновению трещин, особенно при низких температурах или в копцентраторах напряжений.
 Высокий отпуск при температурах G00—650° С в этих случаях служит эффективным средством восстановления свойств металла (рис. 114). Высокий отпуск применяют и для снятия сварочных напряжений. Нормализации подвергают сварные конструкции для улучшения структуры отдельных участков сварного соединения и выравнивания их свойств. Термообработка, кроме закалки сварных соединений, в которых шов и околошовная зона охлаждались с повышенными скоростями, приведшими к образованию на некоторых участках неравновесных структур закалочного характера (угловые однослойные швы, последние проходы, выполненные на полностью остывших предыдущих), приводит к снижению прочностных и повышению пластических свойств металла в этих участках (табл. 48 и 50).
Высокий отпуск при температурах G00—650° С в этих случаях служит эффективным средством восстановления свойств металла (рис. 114). Высокий отпуск применяют и для снятия сварочных напряжений. Нормализации подвергают сварные конструкции для улучшения структуры отдельных участков сварного соединения и выравнивания их свойств. Термообработка, кроме закалки сварных соединений, в которых шов и околошовная зона охлаждались с повышенными скоростями, приведшими к образованию на некоторых участках неравновесных структур закалочного характера (угловые однослойные швы, последние проходы, выполненные на полностью остывших предыдущих), приводит к снижению прочностных и повышению пластических свойств металла в этих участках (табл. 48 и 50).
 При сварке короткими участками по горячим предварительно наложенным швам
При сварке короткими участками по горячим предварительно наложенным швам
замедленная скорость охлаждения металла шва и околошовттой зоны способствует получению равновесных структур. Влияние термообработки в этом случае сказывается незначительно. При электрошлаковой сварке, когда скорость остывания металла шва околошовной зоны сопоставима со скоростями охлаждения при термообработке, последующая термообработка мало изменяет механические свойства металла рассматриваемых зон. Однако нормализация приводит к резкому возрастанию ударной вязкости.
|
Таблица 50. Влияние термообработки на механические свойства металла шва про сварке низкоуглеродистой стали
Примечание. Состав металла шва: при сварке под флюсом 0,12% С; 0,75% Мп; 0,22% Si; ври электрошлаковой сварке 0,14% С; 0,80% Мп; 0,07% Si. |
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационные трещин. Это обусловлено низким содержанием в них углерода. Однако для низкоуглеродистых сталей, содержащих углерод по верхнему пределу (свыше 0,20%), при сварке угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкая глубокая форма провара с коэффициентом формы 0,8—1,2). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин.
Низкоуглеродистые и низколегированные стали хорошо свариваются практически всеми способами сварки плавлением.
(парные соединения для фиксации входящих в них деталей шпосительно друг друга и выдерживания необходимых зазоров перед сваркой собирают в сборочных приспособлениях или при помощи прихваток. Длина прихваток зависит от толщины и изменяете)! в пределах 20—120 мм при расстоянии между ними 500— 800 мм. Сечение прихваток равно примерно 1/3 сечения шва, но по более 25—30 мм2. Прихватки выполняют обычно покрытыми нлоктродами или полуавтоматами в углекислом газе. Их рекомендуется накладывать со сторопы, обратной наложению основного однопроходного шва или первого слоя в многопроходных швах. При сварке прихватки следует переплавлять полностью, так как м них могут образовываться трещины ввиду высокой скорости теплоотвода. Поэтому перед сваркой прихватки тщательно зачищают и осматривают. При наличии в прихватке трещины ее вырубают или удаляют другим способом.
При электрошлаковой сварке детали, как правило, устанавливают с зазором, расширяющимся к концу шва. Взаимное положение деталей фиксируют скобами, установленными на расстоянии 500—1000 мм друг от друга и удаляемыми по мере наложения шва. При автоматических способах дуговой сварки и электрошлаковой сварке в начале и конце шва устанавливают входные и выходные планки для обеспечения сварки начала шва с установившимся термическим циклом (требуемыми размерами шва) и вывода кратера с основного шва.
Сварку стыковых швов вручную или полуавтоматами в защитных газах и порошковыми проволоками обычно выполняют па весу. При автоматической сварке предусматривают применение приемов, обеспечивающих предупреждение прожогов и качественный провар корпя шва. Для предупреждения образования в швах пор, трещин, непроваров и других дефектов свариваемые кромки перед сваркой тщательно зачищают от шлака, оставшегося после термической резки, ржавчины, масла и других загрязнений.
Дуговую сварку ответственных конструкций лучше проводить г двух сторон. Более благоприятные результаты получаются при многослойной сварке. В этом случае, особенно на толстом металле, достигаются более благоприятные структуры в металле шва и околошовной зоне. Однако выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термообработки стали перед сваркой. При появлении в швах дефектов (нор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляется механическим путем, газопламенной, воздушно-ду - I оной или плазменной строжкой и после зачистки подваривается.
Гледует помнить, что при сварке низколегированных сталей выбор техники и режима сварки влияет на форму провара, долю участия основного металла в формировании шва, а также на его состав и свойства.
Ручная дуговая сварка покрытыми электродами
В зависимости от назначения конструкций и типа стали электроды можно выбирать согласно табл. 51. Режим сварки выбирают в зависимости от толщины металла, типа сварного соединения и пространственного положения сварки.
Таблица 51. Марки электродов, применяемых при сварке
 |
 |
иизкоуглеродистых п низколегированных сталей
При сварке корневых швов в разделке на металле толщиной 10 мм и более используют электроды диаметром 3—4 мм. Рекомендуемые для данной марки электрода значения сварочного тока, его род и полярность выбирают согласно паспорту электрода, в котором обычно приведены и его сварочно-технологические свойства, типичный химический состан шва и механические свойства. Рядовые и ответственные конструкции из низкоуглеродистых сталей сваривают электродами типа Э42 и Э46 (табл. 51 и 52).
При сварке этих сталей обычно обеспечиваются достаточно высокие механические свойства сварного соединения и поэтому в большинстве случаев не требуются специальные меры, направленные на предотвращение образования в нем закалочных структур. Однако при сварке угловых вівов на толстом металле и первого слоя многослойного шва для повышения стойкости металла против кристаллизационных трещин может потребоваться предварительный подогрев до температуры 120—150° С.
|
Тип электрида но ГОСТ 9467-75 |
Марки электродов |
|
|
342 |
ОММ-5, СМ-5, ЦМ-7, КПЗ-32Г, АНО-1, АНО-6, ОМА-2, ВСІМ, ВСЦ-2 |
АНО-5, |
|
Э42А |
УОНИ-13/45, СМ-11, УП-1/45, УП-2/45, ОЗС-2 |
|
|
Э46 |
АНО-3, АНО-4, МР-1, МР-3, ОЗС-З, ОЗС-4, ЭРС-1; ЭРС-2, РБУ-4, РВУ-5 |
03C-G, |
|
040А |
Э-138/45Н |
|
|
Э50 |
ВСН-3 |
|
|
Э50А |
УОНИ-13/55, УП-1/55, УП-2/55, ДСК-50, Э-138/50Н |
К-5А, |
Для сварки рядовых конструкций из пи з к о л о ги р о в а н н ы х сталей обычно применяют электроды типа Э42А, а ответственных — типа Э51)А. Это обеспечивает получение металла швов с достаточной стойкостью против кристаллизационных трещин и требуемыми прочностными и пластическими свойствами. Легирование металла шва за счет провара основного металла легирующими элементами, входящими в основной металл, и повышенные скорости охлаждения позполяют получить металл шва с более высокими, чем при сварке иизкоуглеродистых сталей, прочностными показателями.
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, замедляя скорость охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур. Это же достигается при предварительном подогрене до температуры 150—200 ЭС. Поэтому эти способы дают благоприятные результаты на нетормоупрочпел - ных сталях. При сварке термоупрочнеппых сталей для уменьшения разупрочнения стали в околошовной зоне рекомендуется сварка длинными швами по охлажденным предыдущим швам.
Следует выбирать режимы сварки с малой погонной энергией. При этом достигается и уменьшение протяженности зоны разу- прочненного металла в околошовной зоне. При исправлении дефектов в сварных швах низколегированных п иизкоуглеродистых сталей повышенной толщины швами малого сечения вследствие значительной скорости охлаждения металл подварочного шва и его околошовной зоны обладает пониженными пластическими свойствами. Поэтому дефектные участки следует подваривать швами нормального сечения длиной не менее 100 мм или предварительно подогревать до температуры 150—200 °С.
Сварка под флюсом
Автоматическую сварку обычно выполняют электродной проволокой диаметром 3—5 мм, полуавтоматическую проволокой диаметром 1,2—2 мм. Равноирочность соединения достигается за
счет подбора соответствующих составов флюсов и электродных проволок и выбора режимов и техники сварки. При сварке пин коуглеродистых сталей в большинстве случаев применяют флюсы марок АН-348-А и ОСЦ-45 и низкоуглеродистые электродные проволоки марок Св-08 и Си 08А. При сварке ответственных кон струкдий, а также ржавого металла рекомендуется использовать электродную проволоку марки Св-08ГА.
Использование указанных материалов позволяет получи*, металл шва с механическими свойствами, равными или превышающими свойства основного металла. При сварке низколегированных сталей используют те же флюсы и электродные проволоки марок Св-08ГА, Си-ЮГА и Св-10Г2. Легирование металла шва марганцем за счет проволок и кремнием за счет провара основного металла при подборе соответствующего термического цикла (погонной энергии) позволяет получить металл шва с требуемыми механическими свойствами. Использованием указанных материалов достигается высокая стойкость металла швов против образования пор и кристаллизационных трещин.
В конструкциях из низкоуглеродистых и низколегированных сталей наряду со сваркой с разделкой кромок широко применяется сварка стыковых швов и швов без разделки кромок. Увеличение доли основного металла в металле шва, характерное для этого случая, и некоторое увеличение содержания в нем углерода могут повысить прочностные свойства и понизить пластические свойства металла шва.
|
Таблица 53. Режимы сварки под флюсом
|
|
Е. Автоматическая и полуавтоматическая сварка угловых гивов
Примечание. Ток постоянной обратной полярности. |
Технология сварки низкоуглеродистых и низколегированных сталей отличается незначительно. Режимы сварки зависят от конструкции соединения, типа шва и техники сварки (табл. 53). Свойства металла околошовной зоны зависят от термического цикла сварки. При сварке угловых однослойных швов и стыковых н угловых швов на толстолистовой стали типа ВСтЗ па режимах с малой погонной энергией в околошовной зоне возможно образование закалочных структур с пониженной пластичностью. Предупредить это можно увеличением сечения швов или применением двухдуговой сварки.
Для низколегированных термоупрочпепных сталей с целью предупреждения разупрочнения шва в зоне термического влияния следует использовать режимы с малой погонной анергией, а для нетермоупрочненных — наоборот, с повышенной. Для обеспечения пластических свойств металла шва и околошовной зоны на уровне свойств основного металла, во втором случае следует выбирать режимы, обеспечивающие получение швов повышенного сечения, применять двухдуговую сварку или проводить предварительный подогрев металла до температуры 150—200 °С.
В зависимости от условий сварки и охлаждения свойства сварных соединений на низкоуглеродистых и низколегированных сталях изменяются в широких пределах.
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ